

饮料纸基复合包装资源化利用最佳实践:分离+整包

饮料纸基复合包装
行业现状与回收挑战
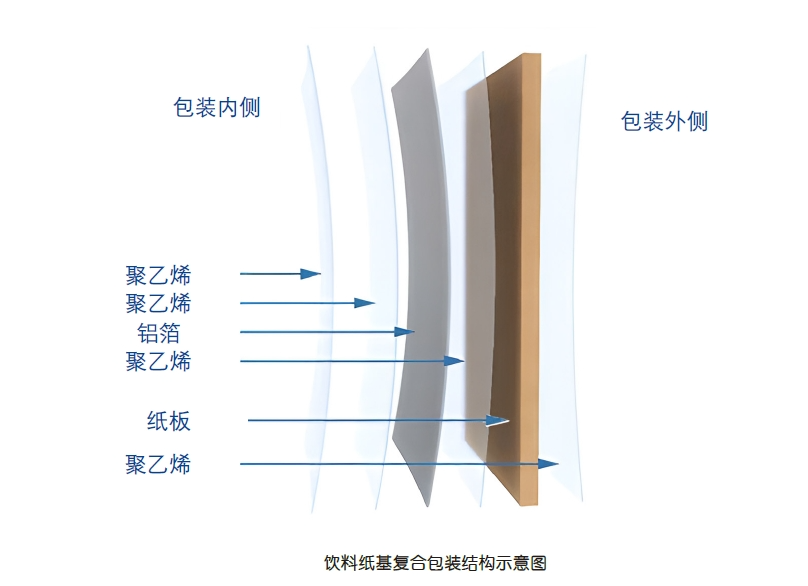
饮料纸基复合包装由70%纸、25%聚乙烯和5%铝箔通过复合工艺制成的包装材料,主要用于如牛奶、果汁等液态食品的包装。这种包装形式因能够实现内容物长期常温保存、运输效率高以及相对较低的碳足迹等优势,在全球包装市场中占据了重要位置。
研究数据表明,饮料纸基复合包装的碳足迹中位数仅为83gCO₂eq每升,比PET塑料瓶少47%,比一次性玻璃瓶少80%,甚至比可重复使用玻璃瓶的碳足迹更低。
全球饮料纸基复合包装市场规模持续增长,2022年达到172亿美元,其中亚太地区占比最高(45.8%)。中国市场表现尤为突出,2022年消费量约86万吨,接近欧洲年投放量(94万吨),但人均消费量仍有较大提升空间。行业集中度高,利乐公司、纷美包装、康美包和新巨丰四家企业占据国内市场大部分份额,其中乳制品应用比例超过80%,显著高于全球平均水平(67.5%)。
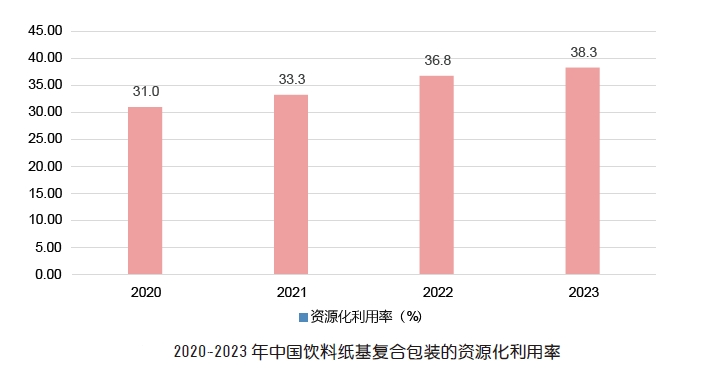
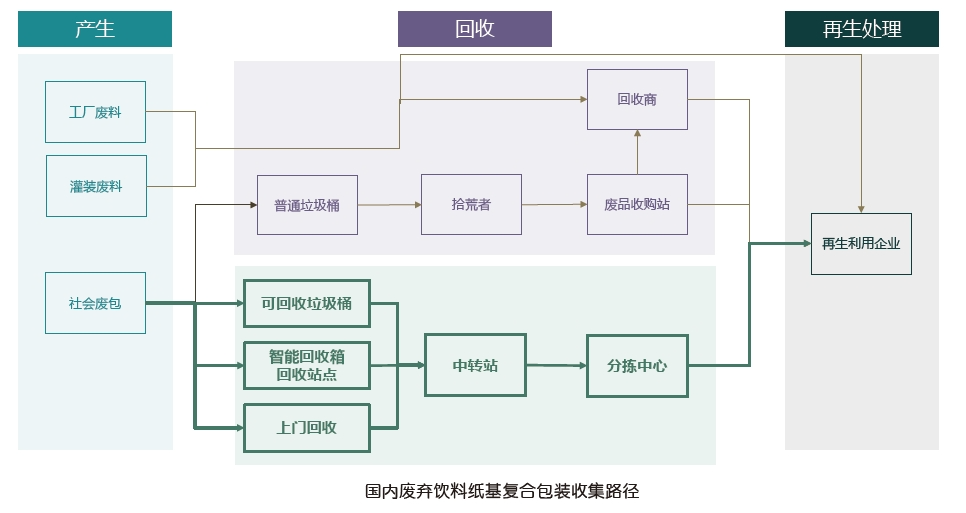
尽管饮料纸基复合包装具有环保优势,但其回收利用面临严峻挑战。废弃后的包装(社会废包)由于分散在各个生活场所,收集成本高、材料回收价值相对较低,成为回收体系中的难点。目前中国饮料纸基复合包装的资源化利用率虽然从2020年的31%提升至2023年的38.3%,但远低于欧洲部分国家70%以上的水平,更与比利时90%的收集率目标存在显著差距。
目前,我国废弃饮料纸基复合包装的回收瓶颈主要体现在四个方面:一是分散式收集需要耗费大量人力和运力;二是复合材料分离技术处理成本高于单一材料;三是残余液体清洗和污水处理增加成本;四是国内回收价格低导致回收商意愿不足。这些因素共同导致超过60%的废弃饮料纸基复合包装最终被填埋或焚烧,不仅造成资源浪费,也增加了环境负担。
回收技术路径与试点实践经验
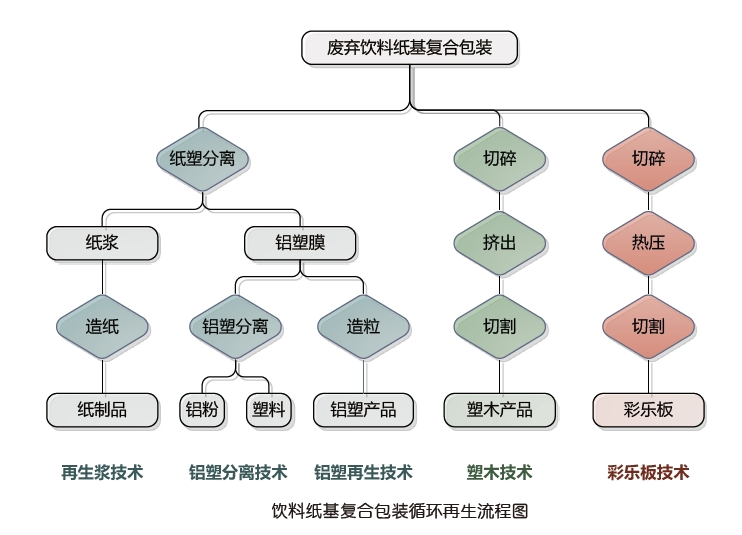
针对饮料纸基复合包装的特性,目前形成了两种主流的资源化利用技术路径。
材料分离:材料分离即通过再生浆技术先进行纸塑分离,获得优质长纤维纸浆用于生产再生纸制品;剩余的铝塑膜可通过铝塑分离技术进一步得到聚乙烯塑料颗粒和铝粉,或直接通过铝塑膜处理技术造粒用于生产各类塑料制品。分离技术适合大规模处理,产品附加值高但投资大。
整包利用:整包利用技术不分离材料,而是通过塑木技术将包装粉碎后直接挤塑成型为家具、园艺设施等产品,或通过彩乐板技术热压制成板材再加工为课桌、垃圾桶等物品。整包利用技术投资规模小,但对原料洁净度要求较高。
为探索适合中国国情的回收模式,德国国际合作机构(GIZ)“重塑包装”项目在厦门和苏州两地分别开展了社会回收试点。
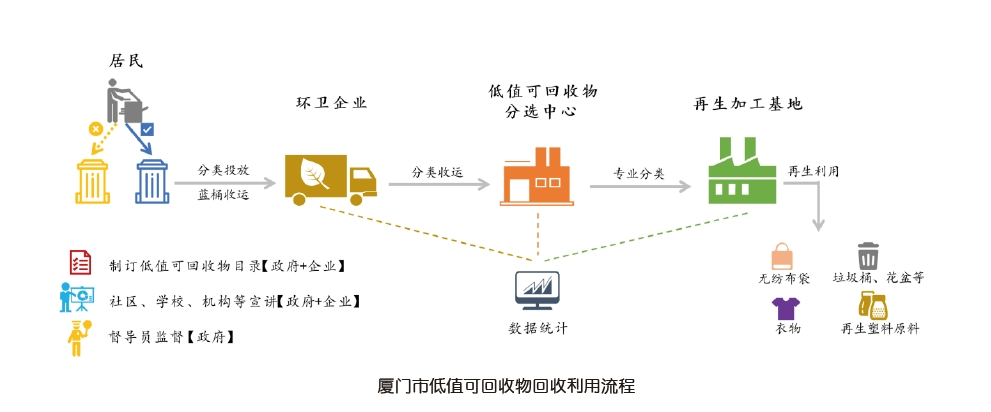
“厦门试点”:依托成熟的低值可回收物回收体系,将饮料纸基复合包装纳入市政环卫收集的低值可回收物目录,通过引导居民按照“蓝桶”无偿分类投放和专车收运,经国内首个专业化低值可回收物分拣中心智能化集中分选后,运往漳州的资源化利用企业。这种模式下,试点街道的回收率从初始10%提升至月峰值77%,年均回收率达到47%。
“苏州试点”:采用市场化路径,针对废弃纸基复合包装,通过再生资源回收网点以0.2-0.3元/千克的价格有偿回收。虽然由于周边缺乏专业处理企业,回收率提升不明显,但低值塑料回收率仍有显著提升,并稳定在50%左右。

两个试点的成功经验揭示了关键要素:一是将废弃饮料纸基复合包装“融入低值可回收物体系”,发挥规模效应;二是构建“政府-企业-居民”多元参与机制,政府通过目录制定、督导员设置和考评机制推动,企业负责收运、分拣和再生利用,居民提高分类准确性;三是“后端再生市场”的畅通决定前端回收积极性,厦门附近有专业处理企业是成功的重要因素。
经济分析显示,厦门分拣中心吨投资成本(25-35万元)仅为焚烧厂(55-65万元)的一半左右,按50%回收率估算,每年可节约城市焚烧补贴1825万元。同时,其带动的其他低值回收物回收,以平均900元/吨的销售价格估算,还可创造约1.3亿元的经济价值。
政策与行动建议
基于行业现状和试点经验,推动饮料纸基复合包装资源化利用需要从政策引导、回收体系建设和技术创新多维度发力。
首先,将饮料纸基复合包装纳入地方低值可回收物体系。厦门和苏州试点表明,单一品类回收难以持续,必须将其融入地方低值可回收物回收体系,发挥城市生活垃圾回收体系的整体效能。建议各地政府制定或修订低值可回收物目录,明确包含饮料纸基复合包装;建设专业化分拣中心,尽可能实现单独分类;同时根据后端处理能力,合理规划回收规模和方式。
其次,强化“全产业链”责任至关重要。作为生产者责任延伸制度(EPR)的试点产品,包装生产企业应承担主体责任,通过生态设计减少环境足迹,支持回收薄弱环节。灌装企业可发挥消费者教育优势,如在包装标注回收信息;再生利用企业需持续技术创新,提高处理效率和产品附加值。建议完善EPR制度细则,明确各环节责任分担和资金机制,形成可持续商业模式。
第三,加强消费者教育与参与。试点显示,针对特定人群(如亲子家庭)的宣传效果最佳。应充分利用新媒体平台,创新宣传方式;将垃圾分类纳入社区治理,通过“以考促分”等机制保持消费者的长期参与度。苏州有偿回收的经验也表明,适当经济激励可提高居民积极性,但需平衡运营成本。
最后,完善政策标准体系。目前中国已出台《饮料纸基复合包装生产者责任延伸制度实施方案》和十余项相关标准,但配套措施仍需加强。建议借鉴欧洲经验,制定强制性回收目标(如2025年40%的资源化利用率);健全再生材料应用标准,扩大市场需求;建立碳减排核算方法,将回收效益纳入碳中和战略。通过政策引导和市场驱动双轮发力,推动饮料纸基复合包装回收利用迈上新台阶。
随着垃圾分类基础设施的完善和循环经济理念的普及,饮料纸基复合包装的资源化利用将迎来重要机遇。通过体系建设、技术创新和全社会参与,这一“小包装”有望成就循环经济发展的“大作为”,为生态文明建设和“双碳”目标实现做出积极贡献。下一次喝完牛奶,请把饮料盒投向蓝桶——它正是循环新经济的起点。
2025年9月3-5日
△点击上方展位图
现在预登记,享早鸟免门票
(门票原价50元)

本篇文章来源于微信公众号:废塑料新观察
推荐文章
-
 扫描二维码,限时免费注册领门票 活动咨询:18901309935(微信同号) 2026年7月20日,华北电力大学多元可再生资源负碳高值循环利用及绿色替代中试熟化平台设备更新项目发布公开招标公告。项目编号为BMCC-ZC26-1061,预算金额与最高限价均为2.0895亿元人民币,采购代理机构为北京明德致信咨询有限公司。— 1 —项目概况 此次招标属于华北电力大学2026年6月政府采购意向的一部分。据仪器信息网统计,华北电力大学同期发布了17项仪器设备采购意向,预算总额达2.70亿元。该项目旨在购置设备74台(套),建设8套成套中试系统,单套系统处理能力不低于2吨/小时。生物质定向热解多联产中试系统:天然香料和热解炭满足相关行业使用标准;生物质蒸汽-氧气联合气化制氢中试系统:气化效率≥70%,氢气纯度≥99.9%;气化-催化还原耦合制绿甲醇中试系统:合成气比例≥60%,甲醇纯度≥98%;废塑料自热循环热解液化中试系统:制备的热解油品质满足国标要求;废橡胶绝氧连续热解“油-炭”联产中试系统:热解油热值≥38兆焦/千克;退役锂电池含液热解回收战略资源中试系统:所得黑...
扫描二维码,限时免费注册领门票 活动咨询:18901309935(微信同号) 2026年7月20日,华北电力大学多元可再生资源负碳高值循环利用及绿色替代中试熟化平台设备更新项目发布公开招标公告。项目编号为BMCC-ZC26-1061,预算金额与最高限价均为2.0895亿元人民币,采购代理机构为北京明德致信咨询有限公司。— 1 —项目概况 此次招标属于华北电力大学2026年6月政府采购意向的一部分。据仪器信息网统计,华北电力大学同期发布了17项仪器设备采购意向,预算总额达2.70亿元。该项目旨在购置设备74台(套),建设8套成套中试系统,单套系统处理能力不低于2吨/小时。生物质定向热解多联产中试系统:天然香料和热解炭满足相关行业使用标准;生物质蒸汽-氧气联合气化制氢中试系统:气化效率≥70%,氢气纯度≥99.9%;气化-催化还原耦合制绿甲醇中试系统:合成气比例≥60%,甲醇纯度≥98%;废塑料自热循环热解液化中试系统:制备的热解油品质满足国标要求;废橡胶绝氧连续热解“油-炭”联产中试系统:热解油热值≥38兆焦/千克;退役锂电池含液热解回收战略资源中试系统:所得黑... -
扫描二维码,限时免费注册领门票 活动咨询:18901309935(微信同号) 2026/7/23国内热点1工信部启动国家级零碳工厂申报,设三大核心硬指标7月22日,工业和信息化部发布《关于组织开展国家级零碳工厂建设工作的通知》(工信厅节函〔2026〕334号),正式启动国家级零碳工厂(含零碳算力设施)建设工作。申报主体须为已入选国家绿色工厂的规模以上工业企业或已入选国家绿色算力设施名单的算力设施。 通知设置三大核心指标:单位能耗碳排放基本要求不高于1.8吨CO₂/吨标准煤、目标要求不高于0.2吨CO₂/吨标准煤;非化石能源消费占比基本要求不低于30%、目标要求不低于95%;非化石能源电力消费物理认定量占比基本要求不低于10%、目标要求不低于35%。建设期不晚于2030年。各省级工信主管部门须于2026年8月15日前完成推荐上报。工信部将按照“成熟一批,验收一批”原则组织验收,通过者正式成为国家级零碳工厂。 观察君观点:通知明确零碳工厂建设期不晚于2030年,与国家碳达峰时间表高度吻合。从行业布局看,2027年将率先在汽车、锂电池、光伏、电子电器、轻工、机械、算力...
-
2026年上半年,再生塑料行业迎来密集的政策窗口期。一部法典、一项行动方案、一批国家标准、一份五年规划——这些不是孤立的事件,而是一整套制度框架在系统性地为行业划定新坐标。当规则从纸面走向落地,产业链的每一环都在重新校准自己的位置。有人已经动起来了:截至7月中旬,ChinaReplas2026预登记观众覆盖国内24个省份及海外6个国家,超七成参与采购决策——他们不是来看热闹的,是带着预算和需求来的。ChinaReplas2026国家定调,格局重塑 谁在提前布局? 📅 2026年9月21-24日 📍 东莞 · 广东现代国际展览中心 距开幕仅剩 63 天 📊 2024年东莞展回顾——数据说清楚了"一件事" 这种提前行动不是凭空而来的。回到2024年,上一届ChinaReplas已经在东莞给出了答案—— 2024年10月,ChinaReplas2024在东莞举办,同期4场业论坛。展会结束后,组委会对参展商和观众做了深度调研—— 👥 观众侧 ✦ 超七成观众来自企业中高层,具备采购建议权或决策权 ✦ 观众最关注的三大方向:再生塑料原料品质、改性技术方案、设备产线升级 ✦ 观众行业覆盖:家电/3C...







