

废旧纺织品回收再利用:现状、挑战与发展前景

近年来,随着人口增长、消费水平的提高和“快时尚”模式的流行,全球纺织产量持续攀升[1]。中国是全球最大的纺织生产和消费国,纤维加工量占全球的一半以上。然而,我国废旧纺织品资源回收率不足1%,约73%的废弃纺织品最终被填埋或焚烧,未能得到有效再利用,导致了资源浪费和环境污染(见图1)。
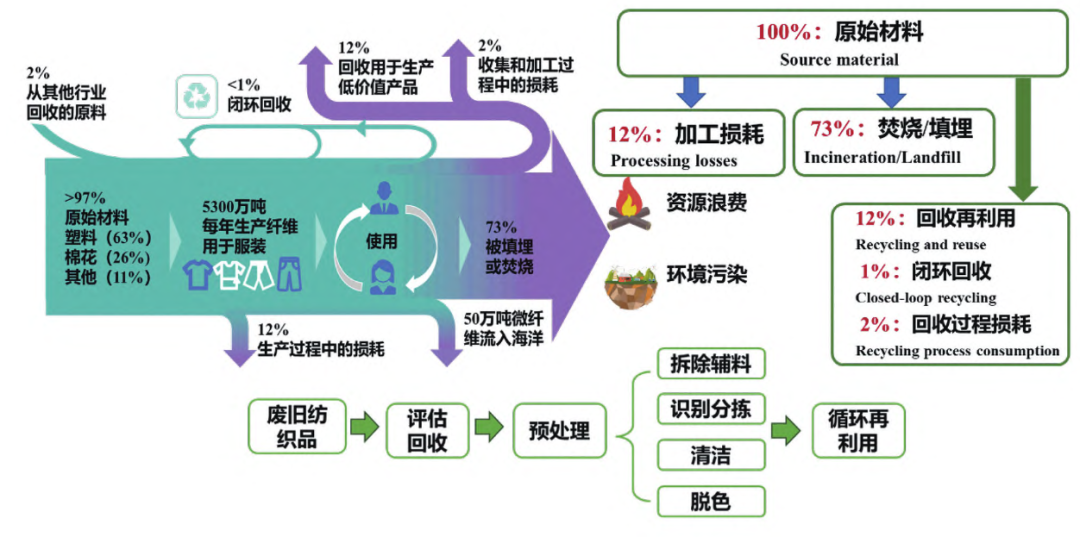
图1 废旧纺织品的生命周期及循环利用[2]
当前,我国废旧纺织品回收再生体系面临的瓶颈主要体现在:废旧纺织品的混纺结构复杂,给回收与分选技术带来较大挑战;产业链缺乏统一标准,导致市场信任度低,回收体系运行不规范;回收过程中高端品牌和专利技术集中,化学品使用不符合环保要求,且回收率偏低[3]。“十四五”时期是我国现代纤维产业绿色转型的筑基阶段,在基本实现纺织强国目标的基础上,我国纺织行业立足新发展阶段、贯彻新发展理念、构建新发展格局,持续推进行业“科技、时尚、绿色”的高质量发展。表1列出了“十四五”规划实施以来我国废旧纺织品循环体系的法律法规及政策等。
表1中国废旧纺织品循环体系的法律法规、政策及标准
1.1 废旧棉纺织品的循环回收再利用
2024年,中国棉花产量达到616.4万吨。其中,生产1kg棉纤维大约需要1559 L水,并依赖农药和化肥,可能导致土壤和地下水污染。同时,2024年全球棉花和再生纤维素纤维(MMCFs)的年消耗量超过3290万吨,大部分这类纤维废弃物通过焚烧或填埋处理,给生态环境带来了显著压力。目前,废旧棉纺织品的回收方法主要包括机械法、溶剂法和生物回收3种技术路径[4]。
废旧棉纺织品的机械回收是指通过机械动作将废棉分解或压碎,而不会影响或修改天然纤维的化学结构,然后将回收棉重新用于纤维、纱线、织物或无纺布。机械法适用于单一材质棉织物,对纤维损伤大,并且回收的棉纤维大多降级循环再利用。浙江省苍南县已形成全国性再生棉回收加工基地,构建了“回收—分拣—开松—纺纱”循环产业链,其再生棉纱类清洁用品占全国50%份额,采用服装制造业洁净边角料为原料,经分色分拣直接生产同色棉纱,省去化学脱色环节。
溶剂法通过将废旧棉纺织品在特定溶剂中溶解,得到纤维素溶液,再经纺丝或旋涂制成再生纤维及膜材料。因纤维素分子内/间强氢键作用,棉纤维难溶于普通溶剂。近年来,多种离子液体被用于棉回收,如1-烯丙基-3-甲基咪唑氯化物,其溶解力强且化学/热稳定性好。澳大利亚迪肯大学团队[5]开发了一种将废旧棉纺织品转化为具有独特管状结构和剥离表面的活性炭纤维吸附材料的创新技术,利用该离子液体制备再生纤维素纤维,再经冷冻干燥与二氧化碳活化,将其转化为具有管状结构、剥离表面的活性炭纤维,对多种油类及有机溶剂吸附性能优异。
华盛顿州立大学联合南京工业大学团队[6]开发了一种环保的废旧棉纤维回收技术。采用碱性/尿素溶剂体系(LiOH/尿素或NaOH/尿素),结合稀硫酸水解预处理,将废弃棉织物溶解并湿法纺丝再生为纤维素纤维。
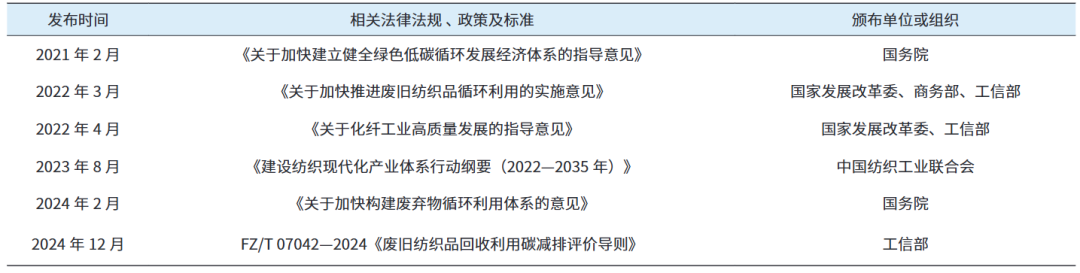
除离子液体外,碱液体系和以硫酸为代表的酸水解体系也是目前纤维素溶解的常用方法。东华大学张耀鹏教授团队[7]以废旧棉织物为原料,通过碱法蒸煮、去金属离子和漂白等工艺处理后成功制备出5种聚合度(DP)在300~1172范围内的废旧棉再生浆粕,如图2所示。该研究有望为推动废旧棉织物回收制备高性能Lyocell纤维这一绿色高值化利用策略的产业化提供重要指导。
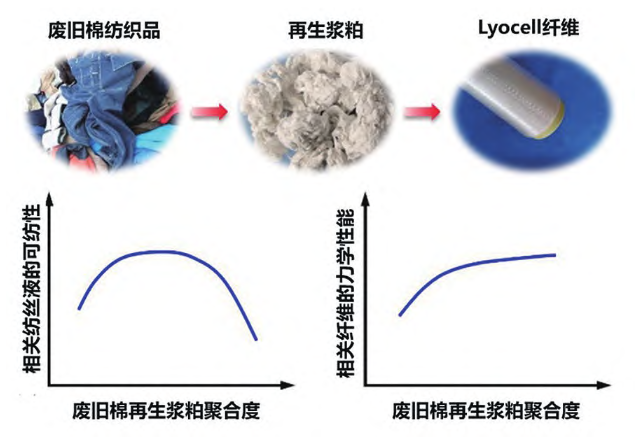
图2 废旧棉再生浆粕聚合度对其Lyocell纺丝及纤维力学性能的影响示意图[7]
唐山三友集团兴达化纤有限公司、青岛大学等共同完成的“废旧棉再生纤维素纤维开发及产业化”项目,针对废旧棉浆粕分子自由度不高、可及度差、反应活性低,黄化后纺丝胶不能满足生产需求的难题,研发了小半径水合钠离子活化、碱纤维素可控老成、全流程疏解活化、纺丝液除杂、纺丝浴自调节、纤维高度取向等关键技术,对各类废旧棉浆粕制备优质再生纤维素纤维具有普适性。
综上,废旧棉纺织品可通过机械或化学回收制备纱线、复合增强材料、再生纤维素纤维、纤维素纳米晶体、吸附材料、柔性电子器件及生物燃料等高值产品。然而,目前产业化主要集中在高质量废棉再纺,部分低成本路线已逐步推广,而高成本、低利润技术仍多处于实验室阶段。未来循环再利用的重点包括:
1)面向占比更高的混纺废棉,发展人工与自动化协同的高效智能分拣与组分识别技术,提升分选效率与准确性;
2)减少漂白等高污染预处理,探索有色废棉的直接资源化利用,降低环境负担与回收成本;
3)从中低端再生品向高附加值功能材料升级,结合导电/功能纳米材料与3D打印、静电纺丝等先进工艺,开发面向可穿戴与医疗等领域的高值化产品。
1.2废旧涤纶纺织品的循环回收再利用
自20世纪中后期以来,聚酯纤维(PET纤维,俗称“涤纶”)逐步取代棉纤维,成为世界上使用最广泛的纤维。全球性非营利机构Textile Exchange发布的2024年度材料市场报告显示,全球纤维产量从2022年的1.16亿吨增加到2023年创纪录的1.24亿吨。其中,聚酯纤维对这一增长贡献最大。2023年聚酯纤维年产量约为7100万吨,高于2022年的6300万吨,占全球纤维市场份额约57%。目前,常见的涤纶回收方法有物理法、化学法、生物酶解法等[8]。
物理法一般以化学组成比较单一的聚酯瓶片为原料,得到的再生聚酯(rPET)大多为降级使用,面临着聚合物热降解、原料批次波动大等问题。江苏仲元实业集团作为国内领先的再生聚酯材料生产商,年产能涵盖20万吨再生聚酯切片及8万~10万吨再生涤纶长丝。其以废旧纺织品为核心原料,主营再生聚酯切片与差异化再生涤纶长丝产品。
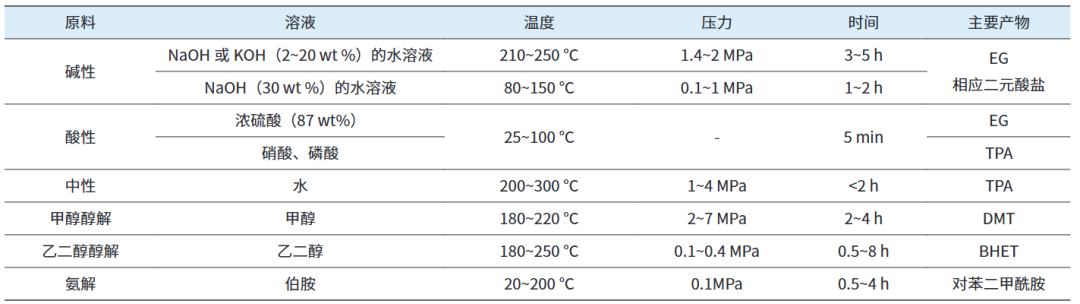
化学法回收是依据缩聚反应的可逆性,通过酯键的断裂使PET解聚至低聚物或单体状态,目前根据使用的单体不同可分为水解法、醇解法、胺解法等[9],如图3所示。化学法回收不仅可以将废弃涤纶织物经过解聚、缩聚之后制备成高品质的rPET,甚至可以将废弃PET制备成具有更高附加值的产品,从而实现废弃PET的升级回收。其面临的核心挑战在于两点:一是废旧纺织品地域分散,难以高效收集与集中;二是其成分复杂,常为多种纤维混纺或交织,分离难度大。更多常见的PET解聚类型及其典型工艺参数见表2。
图3 PET化学回收的方法[9]
表2 常见PET化学法回收及其典型工艺参数
此外,PET的酯键容易被聚酯水解酶攻击,通常首先转化为MHET和BHET中间体,最后主要生成TPA和EG。Yoshida等人[10]筛选发现了可将PET作为主要能量和碳源的新型细菌Ideonella sakaiensis 201-F6。该菌株能产生PETase与MHETase两种酶,二者协同可高效将PET水解为TPA和EG。
在废旧涤纶纺织品回收过程中,染料的残留会干扰回收过程并降低再生产物品质。由于涤纶结构稳定、传统染色形成的结合牢固,废旧有色涤纶的脱色与再生一直是循环利用中的难点。目前仅约1%的有色纺织品实现回收。涤纶回收中的染料去除主要有两类路径:直接脱色与化学降解后再脱色。其中,降解前直接脱色以溶剂溶胀法和氧化还原法为主:前者在高温下利用小分子溶剂进入无定形区,通过溶胀作用与扩散将染料萃取脱除;后者通过强氧化剂或还原剂使染料发色基团失活。常用溶剂包括乙二醇、四氢呋喃、丙酮、二甲亚砜(DMSO)和N,N-二甲基甲酰胺等。
Ren等[11]开发了基于超临界二氧化碳(scCO2)流体与助溶剂协同作用的染色涤纶织物脱色新技术。染色后的涤纶织物在超临界流体的作用下经历了溶胀、染料在纤维中迁移、染料转移到助溶剂的过程,最终实现脱色,如图4所示。
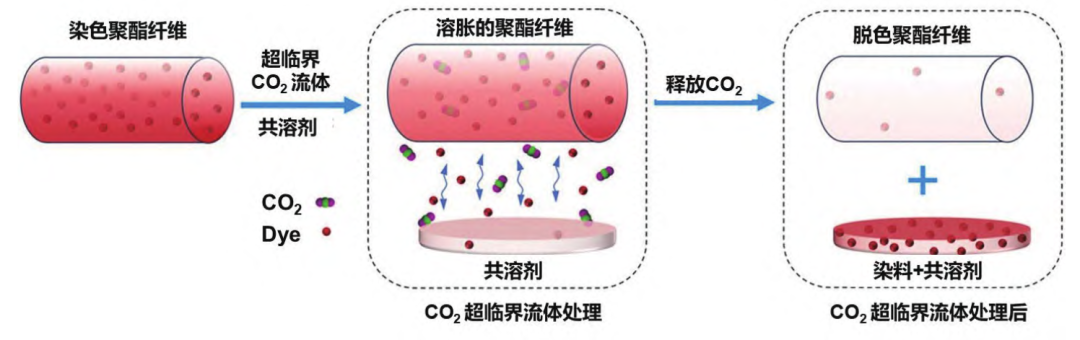
图4 通过超临界二氧化碳流体与共溶剂的协同作用对染色涤纶纤维进行脱色的工艺流程示意图[11]
东华大学左伟伟团队[12]开发了废旧涤纶织物闭环回收新策略,如图5所示。通过“乙二醇蒸汽预处理脱色、解聚、BHET纯化”三步法,解决了混合织物脱色难、单体纯度低的核心难题。利用乙二醇蒸汽选择性萃取染料技术实现脱色率>97.7%,结合减压升华纯化BHET,乙二醇全流程循环使用的同时,染料也可回收再利用。
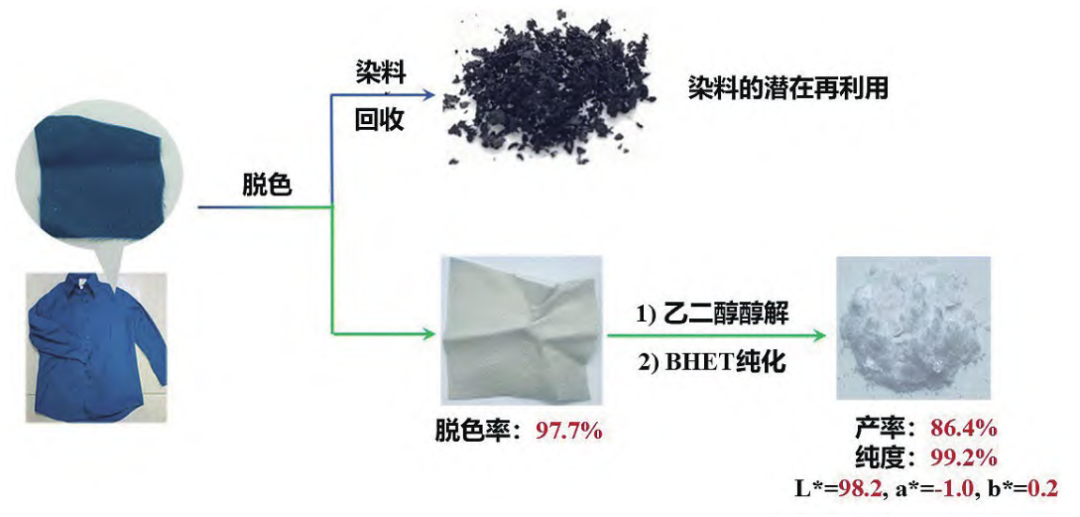
图5 废旧涤纶纺织品的脱色、染料的回收及BHET的提取[12]
1.3废旧尼龙纺织品的循环回收再利用
聚酰胺(PA,俗称“尼龙、锦纶”)是化纤纺织品中仅次于涤纶的重要品类,近年来市场份额居前,其中以PA6占比最高。废旧尼龙纺织品主要来源于两类:一是生产端纺丝废料,约占产量的10%,组分相对单一、污染低、易分类回收,通常由企业回收再作为纺织或工业原料;二是消费后废弃物,随着尼龙在服装、地毯、汽车等领域应用扩大而持续增长,但往往夹带染料、金属黏合剂、塑料等杂质,回收难度大,还易对环境造成负担。
废旧PA6的回收利用方法主要有两种,一种是物理回收方法,即将废旧PA6破碎、洗涤、干燥之后重新造粒;另一种是化学回收方法,与PET类似,废旧PA6在一定的条件下发生化学反应,生成低聚物、PA6单体及其衍生物,然后经过分离、提纯等手段,得到制备PA6的单体或其他化工产品的原料,从而实现PA6的循环利用。图6展示了废旧尼龙纺织品水解再生技术。
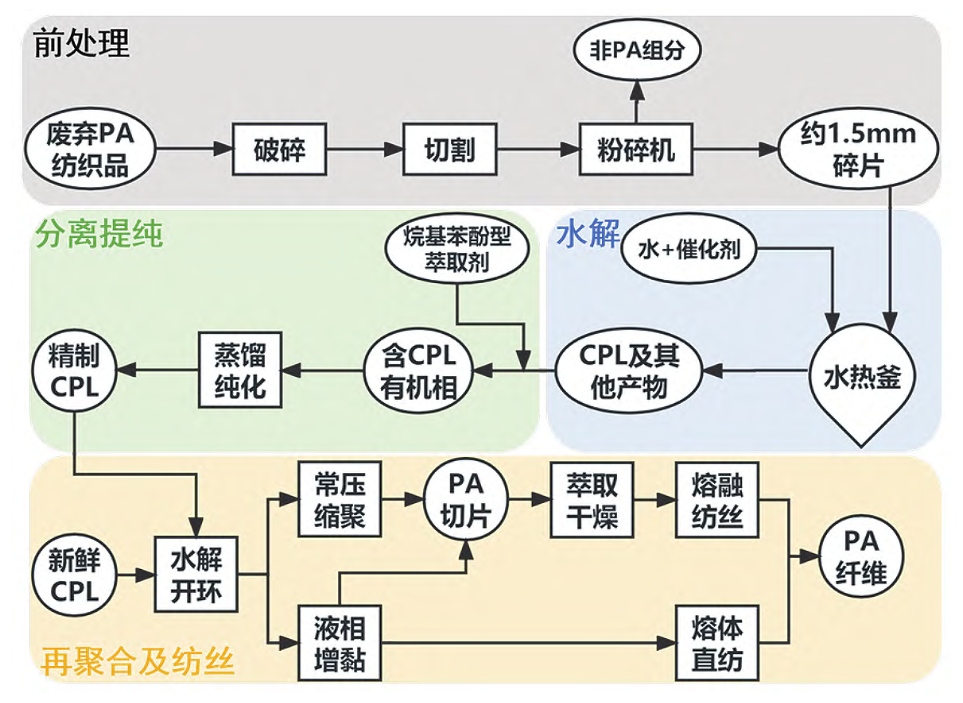
图6 废旧尼龙纺织品水解再生技术
东华大学俞建勇团队[13]利用亚临界水自电离产生的H+/OH-催化水解反应,无需添加外部催化剂,避免了设备腐蚀和废酸处理(见图7)。在优选条件下,废旧PA6降解率近100%,CPL产率达91.6%,纯度达99.62%。
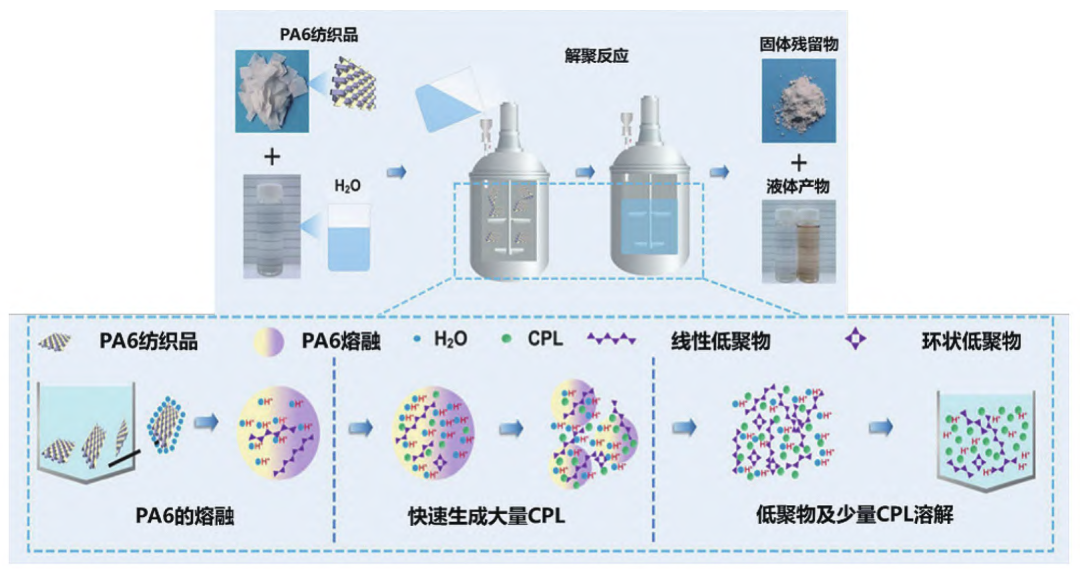
图7 将废弃PA6纺织品转化为高纯度ε-己内酰胺[13]
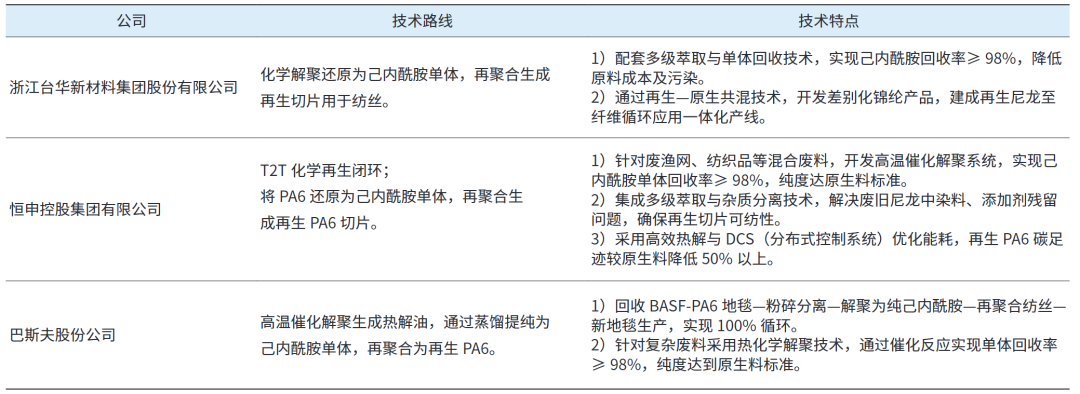
针对现有技术能耗高、单体再聚合受限及加工时低聚物生成多等问题,东华大学王华平团队[14]提出“PA6→水解至中聚体→再生PA6或功能化PA6”策略,以水解中间产物为终点和再利用起点,通过流程再造,实现高效水解回收与高值化再利用,如图8所示。表3系统归纳总结了聚酰胺回收技术路线与核心特征。
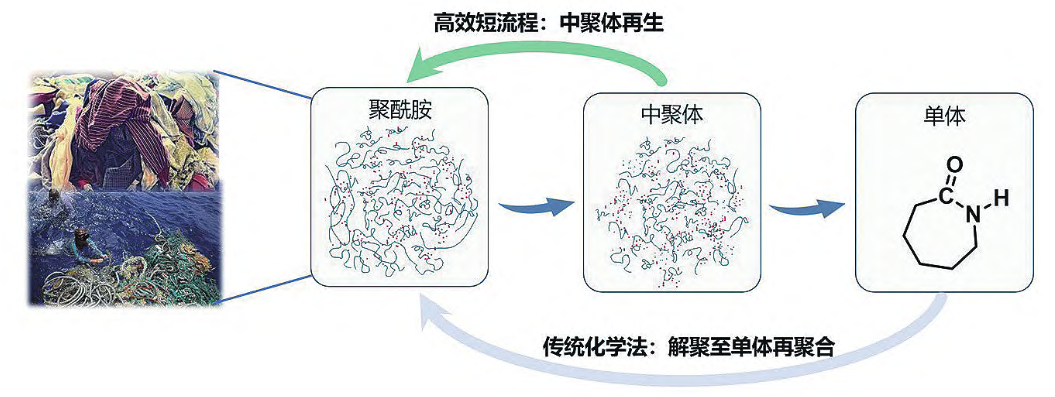
图8 PA6的高效水解回收[14]
表3废旧聚酰胺材料回收再利用领域代表性产业化实践的技术路线与核心特征
1.4其他代表性废旧纺织品的回收再利用
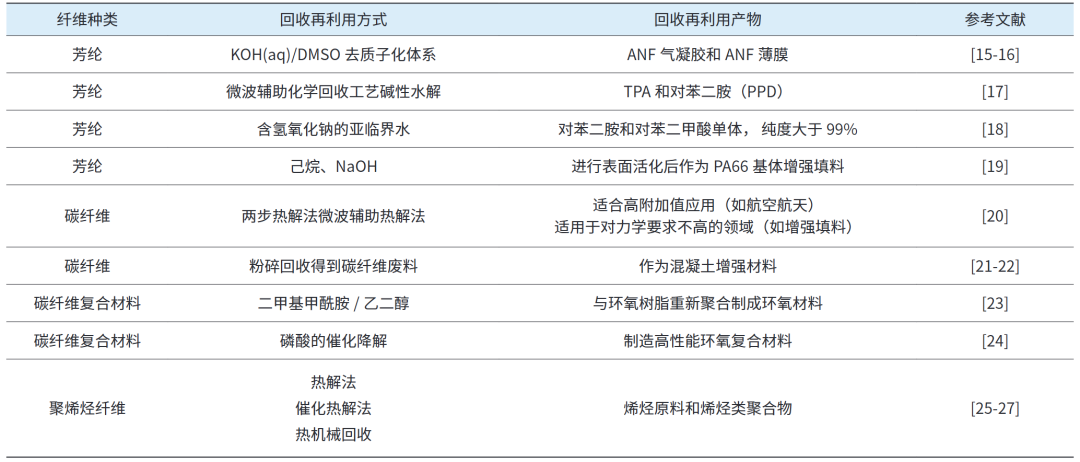
以上探讨了棉、涤纶、尼龙这3种产量较大、应用最广的废旧纺织品的回收路径,其规模化处理对缓解废旧纺织品压力具有基础性意义。相较而言,芳纶、碳纤维及聚烯烃等特种/高性能材料的回收路径呈现差异化技术特征,其回收再利用方式集中归纳于表4。
表4 其他代表性废旧纺织品的回收再利用
1.5废旧涤棉混纺织物的回收再利用
利用棉花和聚酯在某些溶剂中溶解度的差异,可以通过溶解选择性地去除其中一种成分(见图9),也可通过选择性解聚涤棉织物中的棉或聚酯实现涤棉织物的分离[28][29]。表5总结了棉/纤维素和聚酯纤维分离技术的基本原理及最新进展。
1.6废旧氨纶混纺织物的回收再利用
与涤棉混纺织物类似,可以通过从混纺纺织品中选择性溶解或选择性解聚氨纶来从混合物中去除。目前,可用于氨纶的选择性溶解溶剂有四氢糠醇(THFA)、γ-戊内酯(GVL)、DMF、DMSO、THF/DMSO混合溶剂等。图10显示了棉、羊毛、尼龙、涤纶和氨纶在几种溶解溶剂中的最大溶解度。
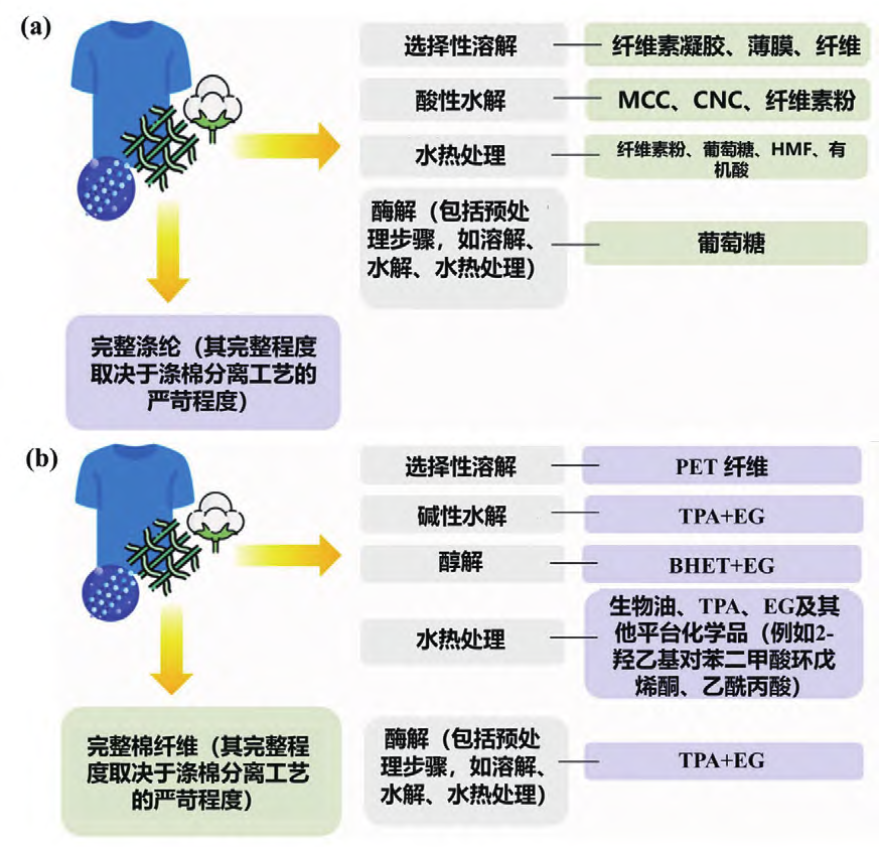
图9 涤棉分离策略概述[30] (a)选择性去除棉纤维的方法:(b)选择性去除涤纶的方法
表5废旧涤棉织物回收再利用最新进展
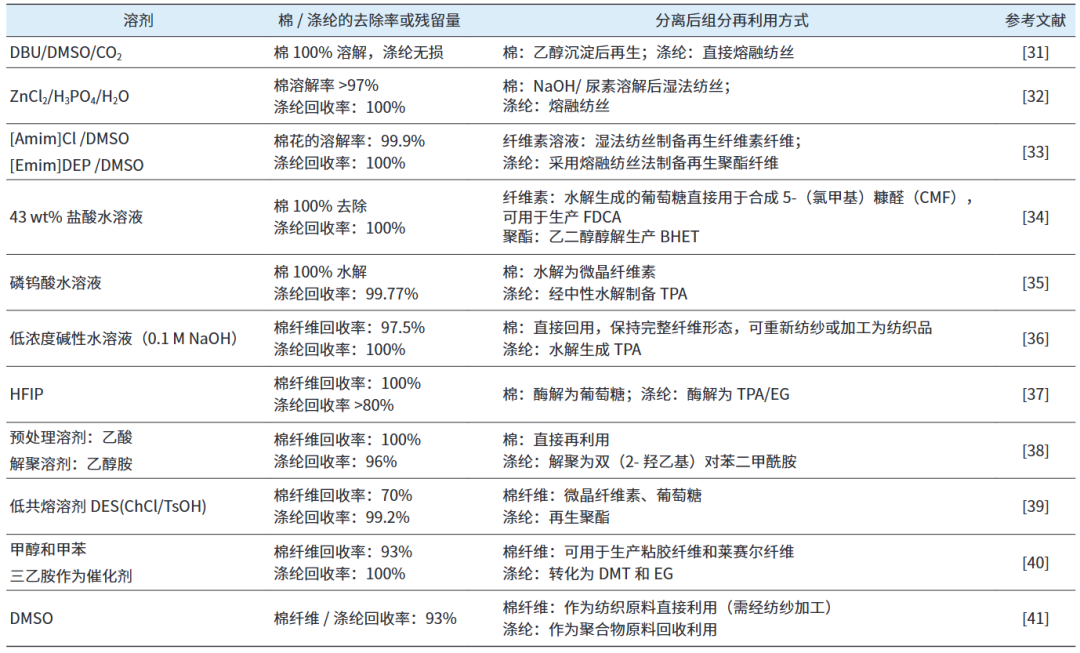
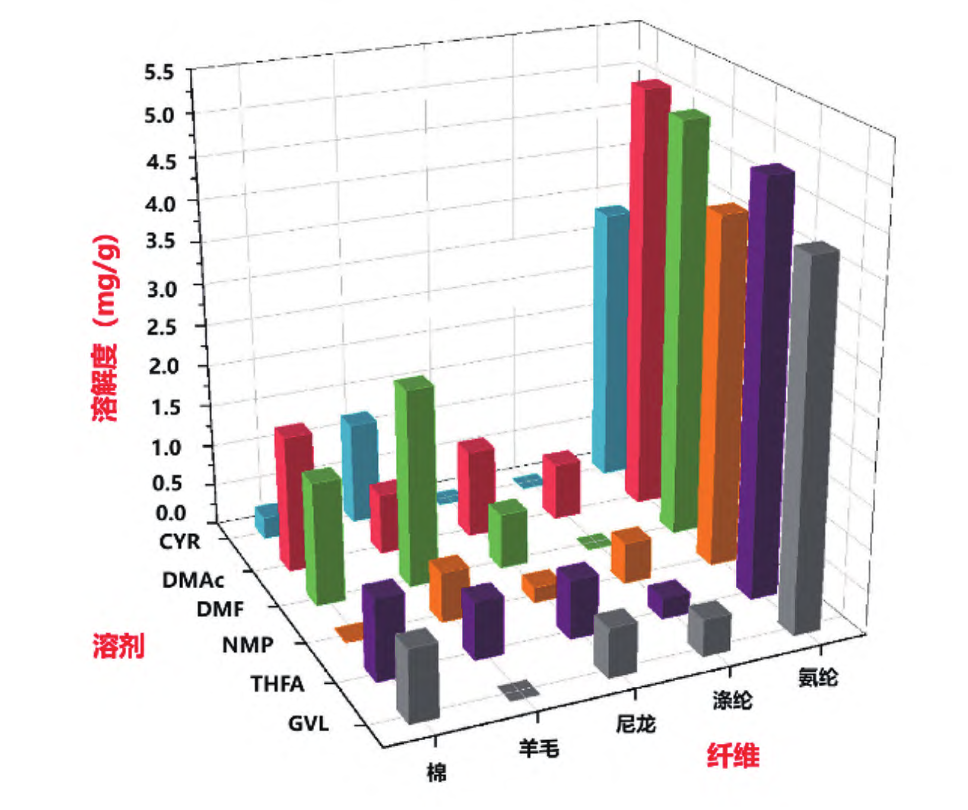
图10 5种纤维在溶剂中的溶解度[42]
Boschmeier等人[43]使用6种不同的有机溶剂溶解绿色聚酯/氨纶(82%/18%)和黑色聚酰胺/氨纶(92%/8%)工业后纺织废料样品,发现DMSO最有利于氨纶的溶解,其在DMSO中的溶解度高达18 g/L。
西班牙维戈大学和芬兰阿尔托大学的研究团队[44]开发了一种基于氨基醇解法的环保技术,利用绿色溶剂DMSO替代有毒的DMF,在温和条件(80℃,2 h)下高效降解棉-氨纶废料(95%棉+5%氨纶)中的氨纶组分,残留量低于0.08%,成功分离出未损伤的棉纤维(见图11)。
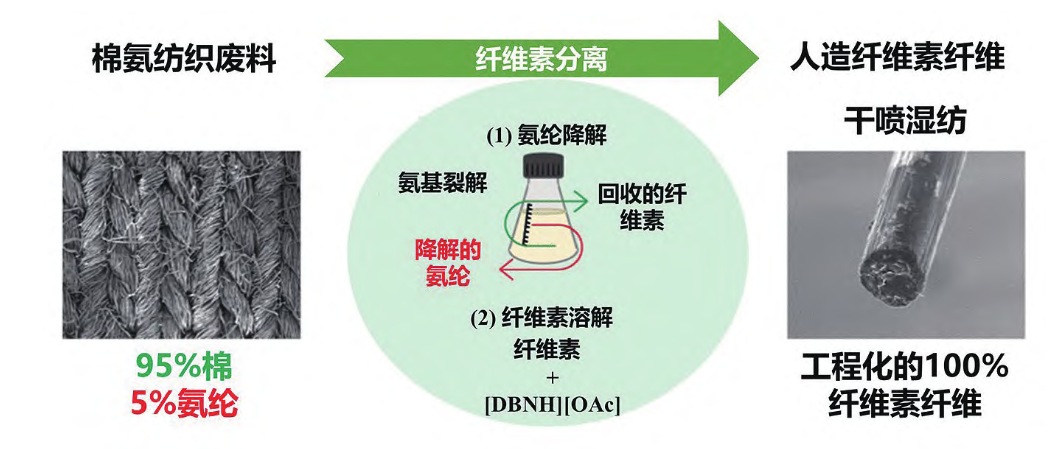
图11 由棉-氨纶废料制成纤维素纤维[44]
比利时Centexbel研究团队[45]采用70%氯化锌水溶液,在140℃下选择性分解PU涂层织物,同时完好保留涤纶基布的性能。丹麦奥胡斯大学团队[46]则利用叔戊醇溶剂分解技术,在225℃下催化解聚氨纶,得到对应回收单体且保持尼龙基布完整,实现了纺织品中氨纶和PU涂层的选择性化学解聚。美国特拉华大学Sunitha Sadula团队[47]研发出微波辅助催化糖酵解结合溶剂分离技术(见图12),可高效化学回收混合纺织废料,在氧化锌催化剂与微波加热条件下15min内将涤纶、氨纶解聚为对应单体和高价值化学品,还能通过甲酸分离出完整的棉与尼龙,解决了传统机械回收无法处理混合纤维和污染物的难题。
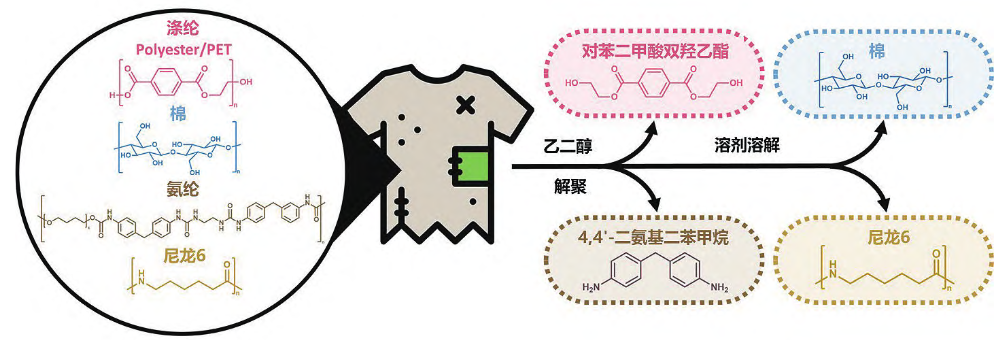
图12 混纺织物化学回收工艺[47]
面对日益严峻的纺织废弃物环境压力与资源循环利用的迫切需求,推动废旧纺织品从“低效处置”向“高值循环”的深刻转型,已成为实现纺织行业绿色低碳发展和国家“双碳”战略目标的关键环节。面对废旧纺织品高效、高值化回收再利用的核心科技瓶颈,未来行业亟需在关键环节取得突破性进展,构建技术驱动的闭环循环体系:
1)推进废旧纺织品回收新技术产业化
要实现废旧纺织品从“低效处置”向“高值循环”转变,关键在于加快新技术由实验室走向中试与工程示范。当前,多种前沿路线已具备放大潜力,如生物酶解聚可在温和条件下将聚酯解聚为单体、降低能耗;微波等离子体可将部分难处理废料转化为碳材料与合成气;催化转化工艺则为混纺/聚烯烃体系的定向资源化提供新途径。其规模化应用仍需重点解决工程放大、成本控制与产业链协同等问题,以减少对填埋焚烧的依赖,推动资源化利用迈向低碳高值。
2)突破智能分拣与组分高效分离技术瓶颈
混纺与复合材料的精准识别和高效分离是回收体系的核心短板。人工分拣效率低,传统光学方法易受干扰且对微量组分识别不足,进而影响后续解聚与再生品质。应发展高光谱/近红外与AI深度学习融合的智能分拣,并引入触觉等多模态传感提升复杂结构的识别能力;同时聚焦棉/涤、涤/氨等主导混纺体系,推进选择性溶解与温和催化等分离路线,提升分离效率并降低纤维损伤,为单体级回收提供高纯原料。
3)推动再生技术高效化与产品高值化
物理回收存在性能衰减,化学回收则面临能耗与成本压力,需并行推进“工艺降耗增效”与“产品高值利用”。一方面,通过分子量保持与结构修复(如固相缩聚、扩链/稳定化)提升再生聚酯性能,并开发更温和的纤维素溶解再生体系;另一方面,发展低碳高效的“解聚—再聚合”路线(如酶解、亚/近临界水催化水解等),并探索有色纺织品的低损脱色或直接资源化,减少预处理负担。同步拓展高附加值应用,如废棉制纳米纤维素与再生纤维,废聚酯/尼龙制工程塑料与功能纤维,实现材料性能与经济价值的双提升。
参考文献
[1]2024中国再生资源回收行业发展报告[J].资源再生, 2024(7):27-38.
[2]叶晋浦,叶戬春,丁文胜.我国废旧纺织品循环利用发展现状与趋势[J].棉纺织技术,2025,53(11):27-31.
[3]张玮,刘姝瑞,张明宇,等.废旧纺织品回收再利用的研究进展[J].纺织科学与工程学报,2023,40(1):96-102,108.
[4]TEXTILE EXCHANGE. Materials Market Report 2025[R]. Textile Exchange, 2025.
[5]ASRABADI B N,BYRNE N. Converting waste textiles into highly effective sorbent materials[J]. RSC Advances, 2020, 10(62):37596-37599.
[6]LIU W, LIU S, LIU T, et al. Eco-friendly post-consumer cotton waste recycling for regenerated cellulose fibers[J]. Carbohydrate Polymers,2019, 206:141-148.
[7]姚响,刘洋,李浩,等.废旧棉再生浆粕分子量分布对其Lyocell纺丝及纤维力学性能的影响[J].高分子学报, 2025, 56(1):135-144.
[8]刘佳铭,欧阳雪儿,张译天,等.废PET塑料化学解聚和升级再造的研究进展[J].科学通报, 2025, 70(18):2878-2891.
[9]SHI C, QUINN E C, DIMENT W T, et al. Recyclable and(bio)degradable polyesters in a circular plastics economy[J]. Chemical Reviews,2024, 124(7):4393-4478.
[10]YOSHIDA S, HIRAGA K, TAKEHANA T, et al. A bacterium that degrades and assimilates poly(ethylene terephthalate)[J]. Science, 2016,351(6278):1196-1199.
[11]REN J, TSUJI Y, TABATA I, et al. Decolorization of dyed polyester fabrics by synergistic effect of supercritical carbon dioxide fluid and co-solvent[J]. Journal of Environmental Chemical Engineering,2025,13(3):116715.
[12]CHEN Z, SUN H, KONG W, et al. Closed-loop utilization of polyester in the textile industry[J]. Green Chemistry, 2023, 25(11):4429-4437.
[13]HU H, XU Q, SUN L, et al. 1Rapid hydrolysis of waste and scrap PA6 textiles to ε-caprolactam[J]. ACS Applied Polymer Materials, 2023, 5(1):751-763.
[14]MENG C, WU Y, WANG R, et al. Efficient hydrolytic recycling of PA6 supported by kinetic modeling[J]. Polymer Degradation and Stability,2025, 233:111178.
[15]CHEN H J, BAI Q Y, LIU M C, et al. Ultrafast, cost-effective and scaled-up recycling of aramid products into aramid nanofibers:mechanism,upcycling, closed-loop recycling[J]. Green Chemistry, 2021, 23(19):7646-7658.
[16]YANG B, LI W, ZHANG M, et al. Recycling of high-valueadded aramid nanofibers from waste aramid resources via a feasible and costeffective approach[J]. ACS Nano, 2021, 15(4):7195-7207.
[17]BENNINGA J, GEBBEN B, FOLKERSMA R, et al. Rapid microwave-assisted chemical recycling of poly(p-phenylene terephthalamide)[J]. Journal of the American Chemical Society, 2025, 147(9):7191-7195.
[18]OKAJIMA I, OKAMOTO H, SAKO T. Recycling of aramid fiber using subcritical and supercritical water[J]. Polymer Degradation and Stability,2019, 162:22-28.
[19]LOUREIRO L, CARVALHO V H, BETTINI S H P. Reuse of p-aramid from industrial waste as reinforcement fiber in polyamide 6.6[J].Polymer Testing, 2016, 56:124-130.
[20]SALAS A, BERRIO M E, MARTEL S, et al. Towards recycling of waste carbon fiber:Strength, morphology and structural features of recovered carbon fibers[J]. Waste Management, 2023, 165:59-69.
[21]DE SOUZA ABREU F, RIBEIRO C C, DA SILVA PINTO J D,et al. Influence of adding discontinuous and dispersed carbon fiber waste on concrete performance[J]. Journal of Cleaner Production, 2020, 273:122920.
[22]XIONG C, LI Q, LAN T, et al. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete:Mechanical properties and ecological evaluation[J]. Journal of Cleaner Production, 2021, 279:123624.
[23]MU Q, AN L, HU Z, et al. Fast and sustainable recycling of epoxy and composites using mixed solvents[J]. Polymer Degradation and Stability,2022, 199:109895.
[24]HUAN X, WU T, YAN J, et al. Phosphoric acid derived efficient reclaimation of carbon fibre for re-manufacturing high performance epoxy composites reinforced by highly-aligned mat with optimized layup[J].Composites Part B:Engineering, 2021, 211:108656.
[25]AKIN O, VARGHESE R J, ESCHENBACHER A, et al. Chemical recycling of plastic waste to monomers:Effect of catalyst contact time, acidity and pore size on olefin recovery in ex-situ catalytic pyrolysis of polyolefin waste[J]. Journal of Analytical and Applied Pyrolysis, 2023, 172:106036.
[26]ABBAS-ABADI M S, UREEL Y, ESCHENBACHER A, et al. Challenges and opportunities of light olefin production via thermal and catalytic pyrolysis of end-of-life polyolefins:Towards full recyclability[J].Progress in Energy and Combustion Science, 2023, 96:101046.
[27]JUBINVILLE D, ESMIZADEH E, SAIKRISHNAN S, et al. A comprehensive review of global production and recycling methods of polyolefin(PO)based products and their post-recycling applications[J]. Sustainable Materials and Technologies, 2020, 25:e00188.
[28]蔡宇凌,雷淑宜,段先月,等.废旧涤棉纤维的分离技术分析及创新方法探究[J].云南化工, 2025, 52(2):1-5.
[29]孟琎旻,徐明.常见废旧涤纶混纺纺织品的分离回收及高值化应用[J].化纤与纺织技术, 2025, 54(7):58-60,172.
[30]LOO S L, YU E, HU X. Tackling critical challenges in textile circularity:A review on strategies for recycling cellulose and polyester from blended fabrics[J]. Journal of Environmental Chemical Engineering, 2023,11(5):110482.
[31]JUNGBLUTH M, BEUERMANN S. Separation of polycotton for textile recycling using the DBU/DMSO/CO2 switchable solvent system[J]. ACS Sustainable Chemistry&Engineering, 2025, 13(11):4341-4348.
[32]YANG K, WANG M, WANG X, et al. Polyester/cotton-blended textile waste fiber separation and regeneration via a green chemistry approach[J].ACS Sustainable Chemistry&Engineering, 2024, 12(11):4530-4538.
[33]WU H, WANG B, LI T, et al. Efficient recycle of waste poly-cotton and preparation of cellulose and polyester fibers using the system of ionic liquid and dimethyl sulfoxide[J]. Journal of Molecular Liquids, 2023, 388:122757.
[34]LEENDERS N, MOERBEEK R M, PUIJK M J, et al. Polycotton waste textile recycling by sequential hydrolysis and glycolysis[J]. Nature Communications, 2025, 16(1):738.
[35]LING C, SHI S, HOU W, et al. Separation of waste polyester/cotton blended fabrics by phosphotungstic acid and preparation of terephthalic acid[J]. Polymer Degradation and Stability, 2019, 161:157-165.
[36]WU Y, CHE Y, WEI X, et al. Nondestructive recovery of cotton from waste polycotton textiles by catalytic hydrolysis[J]. ACS Sustainable Chemistry&Engineering, 2024, 12(28):10446-10454.
[37]LU J, WU W, WANG W, et al. Closed-loop recycling of polyestercotton blended fabrics through dissolution-precipitation pretreatment and enzymatic depolymerization[J]. Polymer Degradation and Stability, 2025,240:111461.
[38]LIU N, ZHOU J, WANG R, et al. Green and efficient depolymerization and recycling of polyester/cotton blended fabrics by ethanolamine[J]. Sustainable Chemistry and Pharmacy, 2025, 45:102011.
[39]WANG M, SHI S, LI F, et al. Efficient recycling of polyester and microcrystalline cellulose through one-step extraction from waste polyestercotton blended fabrics with deep eutectic solvents[J]. Chemical Papers, 2022,76(9):5601-5612.
[40]MUANGMEESRI S, BADDIGAM K R, NAVARE K, et al.Recycling of polyesters by organocatalyzed methanolysis depolymerization:environmental sustainability evaluated by life cycle assessment[J]. ACS Sustainable Chemistry&Engineering, 2024, 12(10):4114-4120.
[41]YOUSEF S, TATARIANTS M, TICHONOVAS M, et al. A new strategy for using textile waste as a sustainable source of recovered cotton[J].Resources, Conservation and Recycling, 2019, 145:359-369.
[42]PHAN K,ÜGDÜLER S, HARINCK L, et al. Analysing the potential of the selective dissolution of elastane from mixed fiber textile waste[J]. Resources, Conservation and Recycling, 2023, 191:106903.
[43]BOSCHMEIER E, ARCHODOULAKI V M, SCHWAIGHOFER A, et al. New separation process for elastane from polyester/elastane and polyamide/elastane textile waste[J]. Resources, Conservation and Recycling,2023, 198:107215.
[44]VILLAR L, SCHLAPP-HACKL I, SÁNCHEZ P B, et al. Highquality cellulosic fibers engineered from cotton–elastane textile waste[J].Biomacromolecules, 2024, 25(3):1942-1949.
[45]DE SMET D, VERJANS J, VANNESTE M. Selective solvolysis of bio-based PU-coated fabric[J]. Polymers, 2022, 14(24):5452.
[46]JOHANSEN M B, DONSLUND B S, HENRIKSEN M L, et al.Selective chemical disassembly of elastane fibres and polyurethane coatings in textiles[J]. Green Chemistry, 2023, 25(24):10622-10629.
[47]ANDINI E, BHALODE P, GANTERT E, et al. Chemical recycling of mixed textile waste[J]. Science Advances, 2024, 10(27):eado6827.

本篇文章来源于微信公众号:再生PET新视界
推荐文章
-
 扫描二维码,注册成为ChinaReplas观众 活动咨询:18901309935(微信同号)再生塑料的化学回收——裂解出油——已经从论文里的概念走到了产线论证阶段。但无论是企业做项目可行性验证,还是高校做课题研究,都面临同一个问题:缺一台能跑出标准化、全维度数据的裂解试验设备。江苏贝尔机械股份有限公司,用一台LY-SY200R,把这个问题回答了。 设备图片(型号:LY-SY200R) — 1 —四大核心技术 1.废塑料裂解生产工艺研究: 设备支持裂解温度、反应时长等参数调节与变量控制,适配PE、PP、PS、混合废塑料等多种实验原料。可开展单变量、多变量对照实验,用于探究不同工艺条件对废塑料裂解效果的影响规律,实验工况稳定、重复性强。 2.废塑料裂解催化剂研究: 设备内置专用双层分气罐,预留催化剂放置位,可自由更换、配比不同催化材料。分层布气更均匀,延长催化反应时间,让裂解反应更充分,有效提升油品质量与出油效果,支持各类新型催化剂对比试验与研发调试。 3.出油率检测: 检测不同原料、工艺、催化剂条件下的出油率,数据稳定、误差小,为工艺优...
扫描二维码,注册成为ChinaReplas观众 活动咨询:18901309935(微信同号)再生塑料的化学回收——裂解出油——已经从论文里的概念走到了产线论证阶段。但无论是企业做项目可行性验证,还是高校做课题研究,都面临同一个问题:缺一台能跑出标准化、全维度数据的裂解试验设备。江苏贝尔机械股份有限公司,用一台LY-SY200R,把这个问题回答了。 设备图片(型号:LY-SY200R) — 1 —四大核心技术 1.废塑料裂解生产工艺研究: 设备支持裂解温度、反应时长等参数调节与变量控制,适配PE、PP、PS、混合废塑料等多种实验原料。可开展单变量、多变量对照实验,用于探究不同工艺条件对废塑料裂解效果的影响规律,实验工况稳定、重复性强。 2.废塑料裂解催化剂研究: 设备内置专用双层分气罐,预留催化剂放置位,可自由更换、配比不同催化材料。分层布气更均匀,延长催化反应时间,让裂解反应更充分,有效提升油品质量与出油效果,支持各类新型催化剂对比试验与研发调试。 3.出油率检测: 检测不同原料、工艺、催化剂条件下的出油率,数据稳定、误差小,为工艺优... -
扫描二维码,注册成为ChinaReplas观众活动咨询:18901309935(微信同号) 位于北美洲加勒比的岛国库拉索,面积444km²,人口约15.6万,是本届人口最少参赛队。截至目前,在2026美加墨世界杯赛场上与强队的队阵中,1-7德国、0-0厄瓜多尔,队史首次参赛,打进队史世界杯首球。在世界杯绿茵之外,库拉索的有色塑料瓶的循环之旅也正发生转变,透明包装成塑料循环新趋势。 近日,位于库拉索威廉斯塔德的废物管理服务商 Green Force 曾宣布,由于有色PET瓶的加工与出口经济效益大幅下降,将不再接收此类塑料瓶。为防止大量有色塑料废弃物最终填埋于环境中,库拉索饮料装瓶公司(CBBC)果断出手,与 Green Force 展开深度合作,共同探寻可持续的解决方案。双方近期成功促成了最后一批装载约 72,900 个有色PET瓶的 40 英尺集装箱的出口。这标志着该地区有色PET瓶的大规模集中出口画上句号,也凸显了当前塑料循环利用面临的严峻现实。 多年来,CBBC 一直持续资助 Green Force 回收塑料出口集装箱的运输费用。针对此次特殊批次的运输,CBBC 更是承担...
-
扫描二维码,注册成为ChinaReplas观众 活动咨询:18901309935(微信同号) 近日,全球化学工业头部企业沙特基础工业公司(SABIC)宣布推出全新的 LNP™ ELCRIN™ DC0051RC1 改性料。该产品含有 75%的消费后回收(PCR)成分,在提升产品循环利用率的同时,兼顾了优异的机械性能。作为SABIC首款 基于PCR的碳纤维增强改性料,这一创新材料的问世,标志着塑料循环回收技术在高端电子消费品领域的又一次突破。 据了解,该特种材料以聚碳酸酯(PC)树脂为基底,具备出色的尺寸稳定性、高模量以及薄壁UL94 V0级阻燃(FR)性能,非常适用于笔记本电脑外壳等消费电子产品的结构件。在塑料回收利用的过程中,将回收材料与阻燃性能相结合往往面临严峻的技术挑战。然而,SABIC的研发团队通过全新配方设计,成功使该材料在 0.8毫米厚度下达到UL94 V0阻燃等级。这不仅有助于实现轻量化设计,还能提供极低翘曲度,满足大型结构件的严苛要求。 除了通过高比例的回收成分减少废弃物排放外,该材料在环保特性上同样表现亮眼。据悉,该化...







