

注塑行业塑料再利用战略:PCR与PIR高质高值路线

中国“强制使用再生塑料”时代第1展

我国PCR/PIR利用现状与国际对比
1.1 废塑料回收体系发展概况
我国废塑料回收产业已初具规模,公开的数据:2023年废塑料产生量约6200万吨,回收量1900万吨,回收率达30.6%,在全球处于领先水平(该数据虽广为人知,但新的研究成果大大超过该数据)。然而,回收体系仍存在区域发展不均、资源利用结构不合理等问题,特别是在高质量再生料供给方面制约明显。
在注塑行业内部,PIR(工业后回收)资源利用较为成熟。企业通常将注塑过程中的水口料、边角料等进行破碎再利用,形成闭环循环,资源再利用率可超过85%。相比之下,PCR(消费后回收)材料因回收渠道复杂、品质波动大等问题,尚未在注塑行业形成规模化、高端化应用。例如,在宁波汽车零部件产业中,当地5100余家制造企业中虽有超2000家与塑料件相关企业,但大多面临不愿意为高品质PCR料买单的困境,这和PCR料一般认知的低成本高度相关,高品质的PCR料价格远超新料,市场接受度低。
1.2 PCR应用情况比国际先进水平低,主要制约在于没有政策强制
国内外企业已实现PCR材料在高端注塑应用中的技术突破。
奥迪的“材料闭环”项目,从100辆报废汽车中提取再生塑料,已在Q8 e-tron等车型中使用PCR塑料,涵盖如安全带扣等高性能部件。
比亚迪再生塑料主要用于汽车内饰件,如座椅骨架、门内饰板等,提升了产品的环保属性。比亚迪与普利特合作,进一步优化改性PP、PA等再生材料的性能,确保其强度与原生塑料相当,同时满足汽车安全标准。
蔚来(NIO)ET5/EC7内饰采用100%再生PET瓶制成的Clean+织物,以及PCR PC/ABS材料;
吉利在博越Cool等车型中整合可回收,重点应用再生PP(聚丙烯)和ABS于保险杠、内饰板等部件,既减轻了整车重量(部分部件减重20%),又降低了碳足迹。
主要限制因素是应用于汽车等高端领域,国内缺乏明确的法规要求,欧盟ELV法规要求明确。国内大部分应用于降低成本的应用,当高端再生料价格明显高过新料时,使用受到限制。
1.3 再生材料核心技术全面突破
Ø回收端:废塑料分类精度大幅度提高,即便是如车灯总成存在难以拆解情况,回收效率也大幅度提升;
Ø再生端:物理回收法对污染物高度敏感,深度清洁与高精度熔体过滤、除味技术已经让再生材料完全满足高端需求。
Ø应用端:高端PCR料已经避免了 “黑点杂质” 等外观缺陷、力学性能衰减导致注塑产品合格率下降的问题。
注塑行业废塑料高效利用路径
2.1 PIR资源的高效利用与工艺优化
注塑企业内部产生的PIR具有成分明确、污染少的优势,是实现高质量循环的理想资源。优化路径包括:
Ø在线回收系统集成:在注塑机旁部署“破碎-干燥-喂料”一体化设备,实现水口料直接回用,减少运输污染和能耗。克劳斯玛菲BluePower双螺杆挤出机在此领域表现优异,其高扭矩设计(16 Nm/cm3)确保低温低速下高效塑化。
Ø智能识别与分类:引入AI视觉系统对PIR料按颜色、材质自动分拣,提高分选精度。如万容日丽通过大数据模型实现精细分类,使不同等级PIR精准匹配注塑产品要求,如高品质料用于外观件,含杂质料用于结构内部件。
Ø性能增强改性:针对再生PP易老化问题,采用玻纤增强、增韧改性等技术提升再生PP性能。例如锦湖日丽开发的玻纤增强型再生PP,抗冲击强度提升50%,可替代原生料用于散热器进气口部件。
2.2 PCR高值化利用的关键技术路径
针对PCR来源复杂、污染重的问题,需投入重装备、设计、合金化进行突破:
Ø深度净化工艺:如海尔再循环互联工厂采用“三重清洗-浮选-磁选”工艺,使PCR金属杂质去除率100%,纯度达99.9%。其产出的再生ABS可直接用于汽车保险杠,物性近乎零衰减。
Ø缺陷转化设计:创造性将PCR中的 “黑点杂质”转化为美学元素。如将微量污染设计为星斑效果,大颗粒杂质形成天然流纹,应用于汽车内饰件,实现“缺陷即卖点”的产品差异化。
Ø合金化改性提升:开发PC/PET再生合金技术,利用回收PET改善PC加工流动性,替代高成本PC新料。该材料已通过汽车行李支架力学测试,抗拉强度>80MPa,符合汽车结构件要求。
2.3 回收体系与产业生态重构
Ø建立“互联网+回收”网络:借鉴海尔“五网融合”模式(营销网、服务网、物流网、回收网、渠道网),建立全国性废塑料溯源回收系统。该模式已实现200万台/年废旧家电拆解能力,为PCR提供稳定原料。
Ø推进跨行业协同回收标准:借鉴农夫山泉矿泉水瓶的易回收设计(瓶体PET、瓶盖HDPE、套标分离式),制定注塑件 “单一材质”设计规范,避免多材料复合导致的回收困难。
2.4 数字化赋能全链路管理
Ø构建数字溯源平台:每批PCR料配发“数字出生证”,记录处理信息,提升供应链透明度,满足欧盟等法规要求。
Ø部署在线监控系统:利用近红外光谱仪等设备实时监控熔体粘度、杂质含量等指标,提升生产过程稳定性。
Ø实施碳足迹评估:应用LCA工具量化减排效益,量化PCR应用的减排效益。以台州企业为例,通过海洋再生塑料座椅项目获得碳认证与关税优惠,提升产品国际竞争力。
基于国际公约的PCR/PIR发展路线图
3.1 国际趋势与政策驱动
全球塑料治理步入深水区,推动企业转型:
Ø欧盟塑料战略:2023年提案要求新车塑料中25%必须为PCR,其中6.25%需源自报废车辆;
Ø英国开征塑料包装税(再生料<30%者缴税200英镑/吨);
Ø“全球塑料公约”预计2025年8月重启,推动具法律约束条约的出台;
Ø品牌商行动标杆:蒙牛联合陶氏化学开发含40%PCR的收缩膜,用于乳品包装;联合利华调味品系列改用100%rPET,年减塑1480吨。
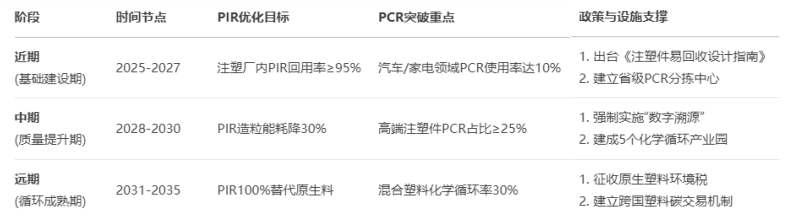
3.2 中国实施路线图规划
基于国际压力与产业需求,制定三阶段发展路径:
表1:中国注塑行业PCR/PIR发展路线图(2025-2035)
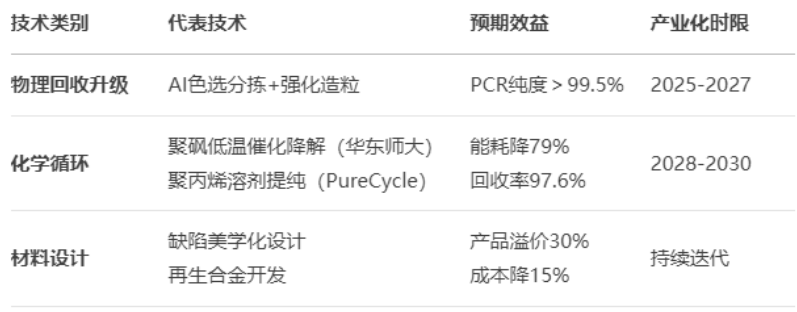
3.3 技术突破方向
表2:注塑行业废塑料高值化利用关键技术清单
3.4 分阶段实施策略
2025-2027年:标准与体系筑基
强制实施注塑件标识制度,要求汽车/家电塑料件标注材质类型,便于后期分选。
2028-2030年:技术创新发力
规模化应用化学循环技术,参照天津石化PIR保冷材料循环模式(回收率97.6%,循环3次以上)。
建立“再生料应用补贴”,对PCR使用率>20%的注塑企业减免增值税。
输出“海尔-丰田”合作模式,推动家电再生塑料进入汽车供应链,实现跨行业循环。
2031-2035年:全面循环转型
原生塑料使用量减少30%,征收“塑料碳税” 抑制非必要消费。
建立跨国认证互认机制,推动中国PCR注塑件出口享受关税优惠。
结论与行动建议
塑料循环经济已进入战略机遇期,注塑行业作为塑料制品的主力环节,应加快从“被动回收”向“主动循环”转变。建议如下:
4.1 企业层面:构建“微循环”体系
注塑厂配置PIR在线回收系统,实现水口料即时回用;与大型品牌商共建区域PCR原料中心,保障供应;同时上线数字溯源平台,支撑产品绿色合规认证。
4.2 技术层面:突破高值化瓶颈
聚焦“三法一体”:物理法提升分选精度(如AI色选)、化学法处理低值废塑(如聚砜降解)、改性法改善性能(如合金增强)。
4.3 政策层面:强化制度供给
建议出台《注塑行业PCR应用指南》,要求新能源汽车塑料件中PCR占比不低于15%;财政部对PCR造粒设备给予30%购置税减免;海关建立绿色通道,对符合认证的再生塑料制品优先通关。
4.4 国际合作:融入全球治理框架
积极参与INC-5塑料公约谈判,推动建立“共同但有区别”的责任机制;在东盟推广“蓝色循环”海洋塑料治理模式;与丰田通商等外企合作开发国际认证PCR供应链。
塑料循环革命既是环境压力下的必然选择,更是产业升级的历史机遇。通过PIR精益管理、PCR高值利用、数字化赋能三轨并进,中国注塑业有望从“世界工厂”转型为 “全球绿色塑料循环中心”,为人类应对塑料污染提供中国方案。
结语
塑料循环不仅是应对环境危机的绿色选择,更是注塑行业实现高质量发展的必由之路。通过PIR精益管理、PCR高值化技术突破与数字化全链赋能三重战略协同,中国有望率先构建全球领先的绿色塑料循环体系,为世界提供“中国方案”。
(资料来源:中国合成树脂协会塑料循环分会、梁明昌 )
IM-Replas2025
PCR(消费后再生塑料)注塑论坛
时间:2025年9月4日
地点:浙江·宁波·宁波国际会议展览中心
主题:PCR 注塑的创新与实践

识别下方二维码,提前预登记,免费参观


识别二维码,即刻订阅






本篇文章来源于微信公众号:废塑料新观察
推荐文章
-
 扫描二维码,领取展会门票活动咨询:18901309935(微信同号)♻️ 再生PET日报 2026年7月23日📌 今日核心叙事 今天,PET基准价延续反弹至7580元/吨(月初+6.42%),PTA+102至6032、MEG+85至4940,原油驱动成本端持续走强。再生PET僵持4700/4200,价差走阔至2880元。产业端,泷跃纺织二期3.5万吨再生切片投产(投资3.8亿),粤东涤纶循环从"仅此一家"走向规模化。佩浦集团首条万吨级生物酶解法再生生产线月底投产,入选联合国可持续创新标杆。PPWR全面强制实施仅剩20天。🏭 产业动态 1 泷跃纺织二期投产:3.5万吨再生切片+下游POY/DTY/FDY,投资3.8亿打通"衣到衣" 南方日报7月21日报道,汕头市泷跃纺织科技有限公司二期项目正式投产。二期投资1.6亿元(总投3.8亿),新增年产3.5万吨再生切片、3万吨POY、2万吨DTY/FDY及3.5万吨针织布,与一期2万吨再生切片合计总产能达5.5万吨。泷跃由尼龙拉链企业通艺织造投资,以废旧服装、边角料为原料,经涤纶循环再生系统制成再生切片和单丝,是粤东地区唯一涤纶循环再生企业。总工程师张志...
扫描二维码,领取展会门票活动咨询:18901309935(微信同号)♻️ 再生PET日报 2026年7月23日📌 今日核心叙事 今天,PET基准价延续反弹至7580元/吨(月初+6.42%),PTA+102至6032、MEG+85至4940,原油驱动成本端持续走强。再生PET僵持4700/4200,价差走阔至2880元。产业端,泷跃纺织二期3.5万吨再生切片投产(投资3.8亿),粤东涤纶循环从"仅此一家"走向规模化。佩浦集团首条万吨级生物酶解法再生生产线月底投产,入选联合国可持续创新标杆。PPWR全面强制实施仅剩20天。🏭 产业动态 1 泷跃纺织二期投产:3.5万吨再生切片+下游POY/DTY/FDY,投资3.8亿打通"衣到衣" 南方日报7月21日报道,汕头市泷跃纺织科技有限公司二期项目正式投产。二期投资1.6亿元(总投3.8亿),新增年产3.5万吨再生切片、3万吨POY、2万吨DTY/FDY及3.5万吨针织布,与一期2万吨再生切片合计总产能达5.5万吨。泷跃由尼龙拉链企业通艺织造投资,以废旧服装、边角料为原料,经涤纶循环再生系统制成再生切片和单丝,是粤东地区唯一涤纶循环再生企业。总工程师张志... -
扫描二维码,限时免费注册领门票 活动咨询:18901309935(微信同号) 2026年7月20日,华北电力大学多元可再生资源负碳高值循环利用及绿色替代中试熟化平台设备更新项目发布公开招标公告。项目编号为BMCC-ZC26-1061,预算金额与最高限价均为2.0895亿元人民币,采购代理机构为北京明德致信咨询有限公司。— 1 —项目概况 此次招标属于华北电力大学2026年6月政府采购意向的一部分。据仪器信息网统计,华北电力大学同期发布了17项仪器设备采购意向,预算总额达2.70亿元。该项目旨在购置设备74台(套),建设8套成套中试系统,单套系统处理能力不低于2吨/小时。生物质定向热解多联产中试系统:天然香料和热解炭满足相关行业使用标准;生物质蒸汽-氧气联合气化制氢中试系统:气化效率≥70%,氢气纯度≥99.9%;气化-催化还原耦合制绿甲醇中试系统:合成气比例≥60%,甲醇纯度≥98%;废塑料自热循环热解液化中试系统:制备的热解油品质满足国标要求;废橡胶绝氧连续热解“油-炭”联产中试系统:热解油热值≥38兆焦/千克;退役锂电池含液热解回收战略资源中试系统:所得黑...
-
扫描二维码,限时免费注册领门票 活动咨询:18901309935(微信同号) 2026/7/23国内热点1工信部启动国家级零碳工厂申报,设三大核心硬指标7月22日,工业和信息化部发布《关于组织开展国家级零碳工厂建设工作的通知》(工信厅节函〔2026〕334号),正式启动国家级零碳工厂(含零碳算力设施)建设工作。申报主体须为已入选国家绿色工厂的规模以上工业企业或已入选国家绿色算力设施名单的算力设施。 通知设置三大核心指标:单位能耗碳排放基本要求不高于1.8吨CO₂/吨标准煤、目标要求不高于0.2吨CO₂/吨标准煤;非化石能源消费占比基本要求不低于30%、目标要求不低于95%;非化石能源电力消费物理认定量占比基本要求不低于10%、目标要求不低于35%。建设期不晚于2030年。各省级工信主管部门须于2026年8月15日前完成推荐上报。工信部将按照“成熟一批,验收一批”原则组织验收,通过者正式成为国家级零碳工厂。 观察君观点:通知明确零碳工厂建设期不晚于2030年,与国家碳达峰时间表高度吻合。从行业布局看,2027年将率先在汽车、锂电池、光伏、电子电器、轻工、机械、算力...







