

从0到1,再造废塑料油田:原理、应用、技术参数、产品全面评述
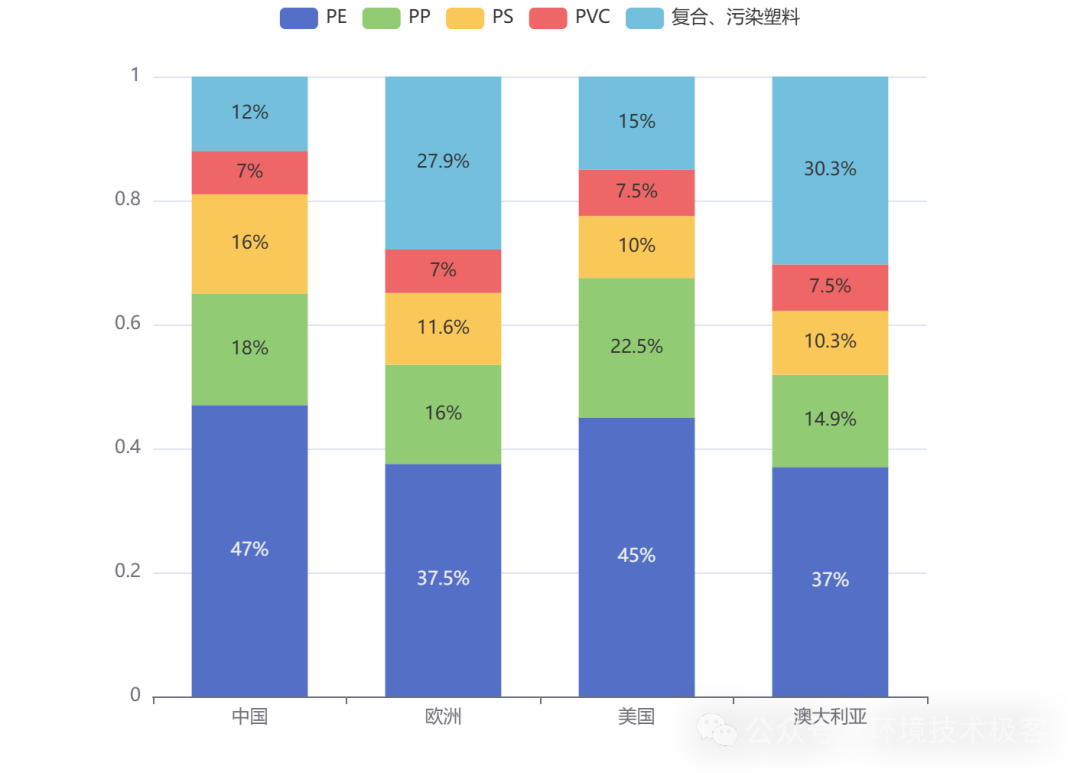
2023 年全球塑料产量超过 4.3 亿吨,中国初级形态塑料产品达 1.19 亿吨、塑料制品 7500 万吨。2022 年中废塑料量达 6300 万吨,回收率约 30%,其中大量低值废塑料通过填埋或焚烧处理,造成资源浪费和环境污染。低值废塑料以包装类塑料为主,主要包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)等。物理回收对占全球废塑料总量约 40~70%的低值废塑料适用性有限,亟需发展化学回收技术实现废塑料的高价值利用。
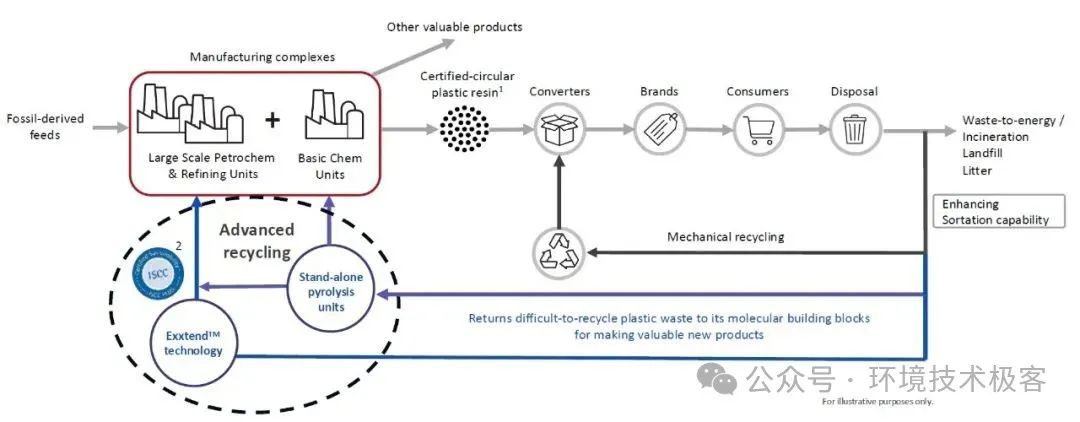
本文系统介绍全球低值废塑料组成、化学回收的主要工艺及原理评述、规模化商用的 Plastic Energy、Quantafuel、Honeywell UOP UpCycle、ExxonMobil Exxtend、Nexus Circular 的工艺技术、技术参数、产品质量等情况。

1、低值废塑料组成
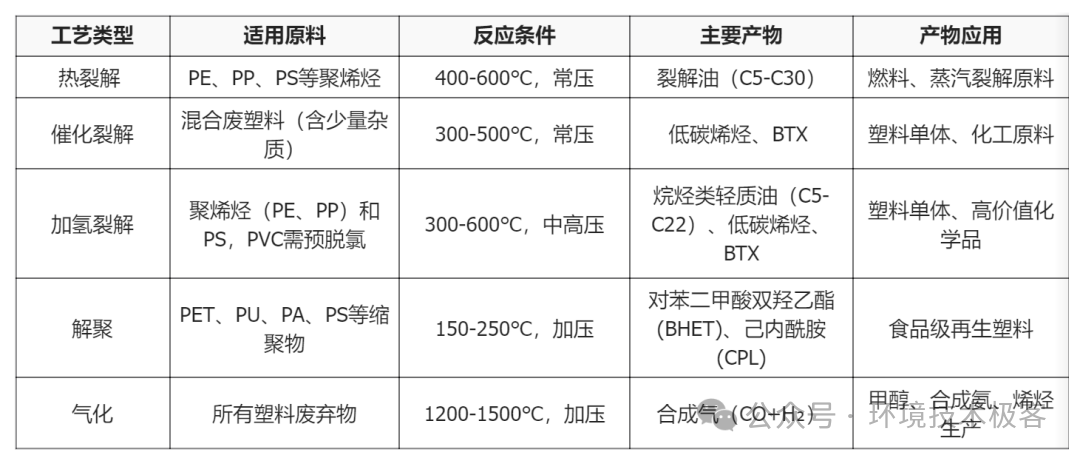
2、化学回收原理与评述
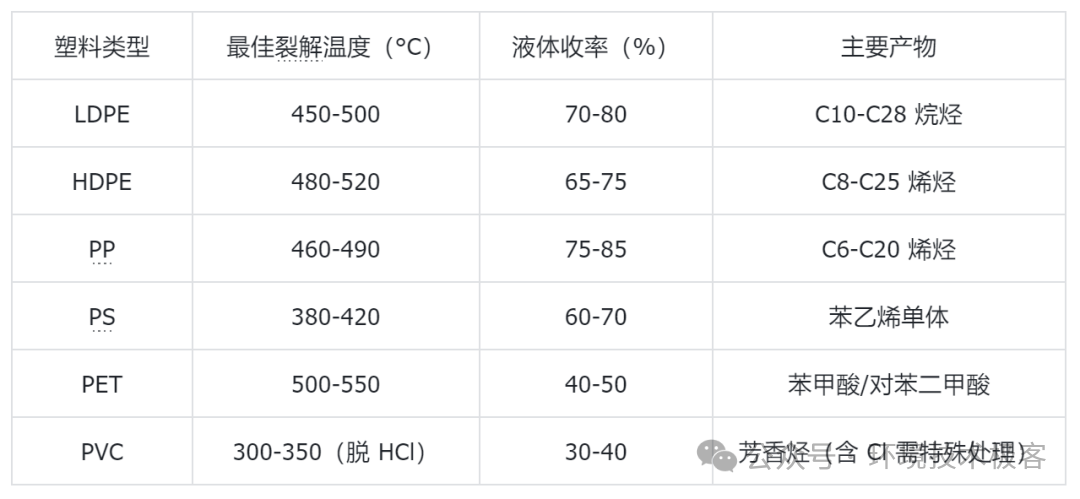
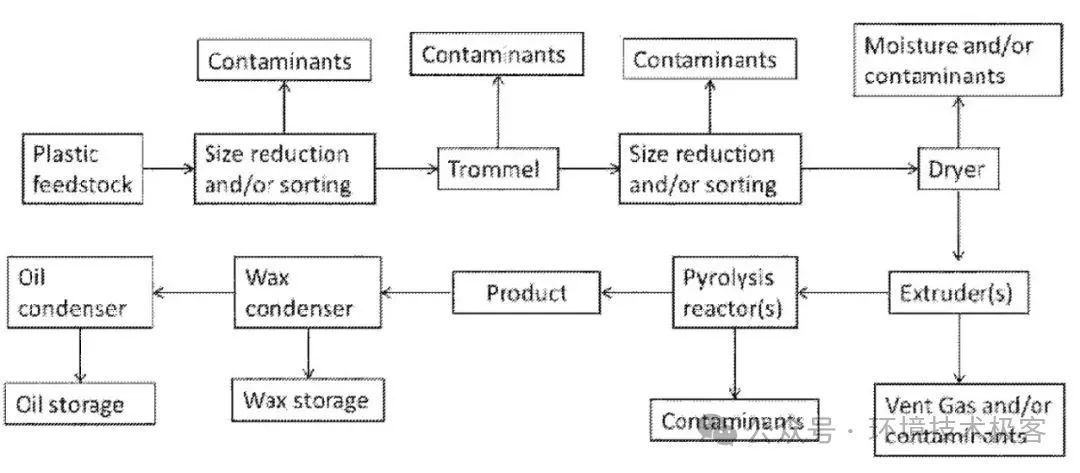
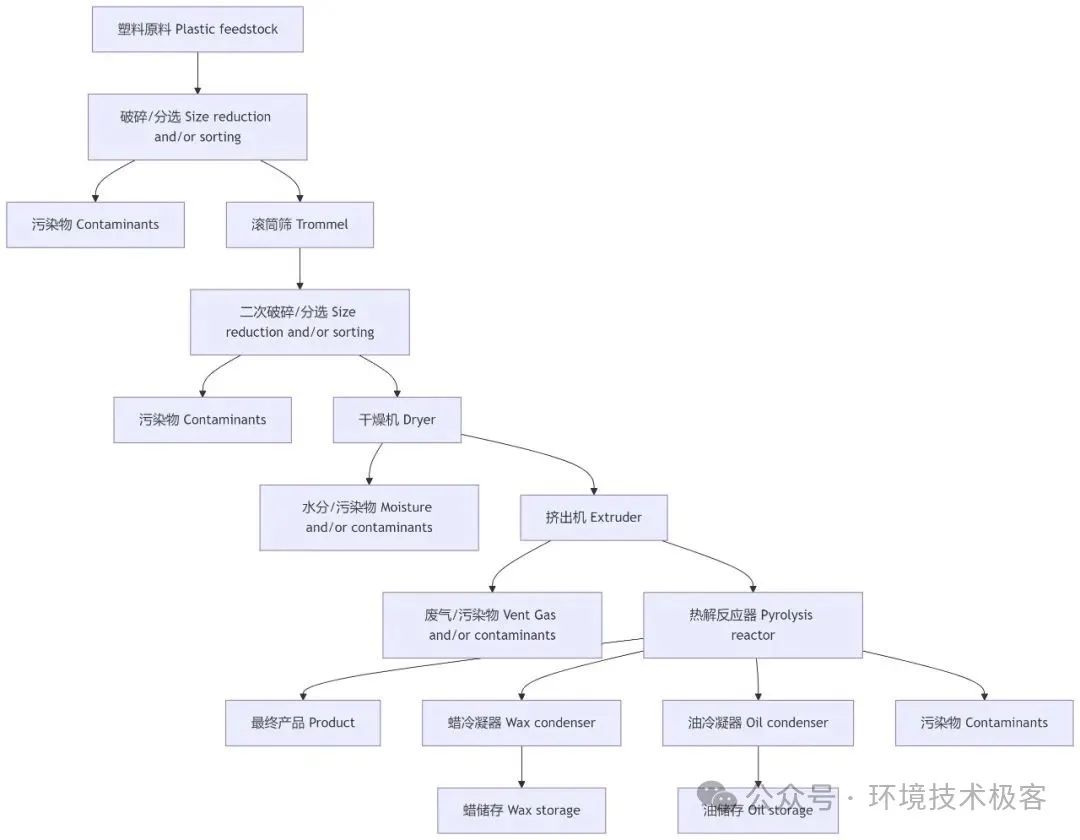
2.1 热裂解
2.2 催化裂解
2.3 加氢裂解
2.4 解聚
2.5 气化
3、工艺技术详述
3.1 Plastic Energy
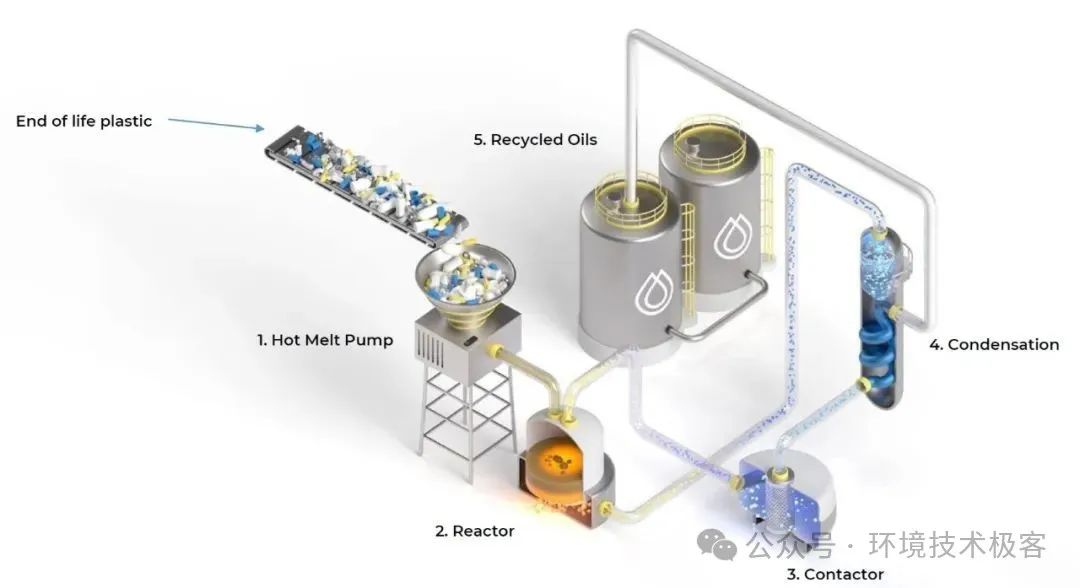
3.2 Quantafuel
3.3 Honeywell UOP UpCycle
3.4 ExxonMobil Exxtend
3.5 Nexus Circular
4、参考文献
低值废塑料组成
化学回收原理与评述







工艺技术详述





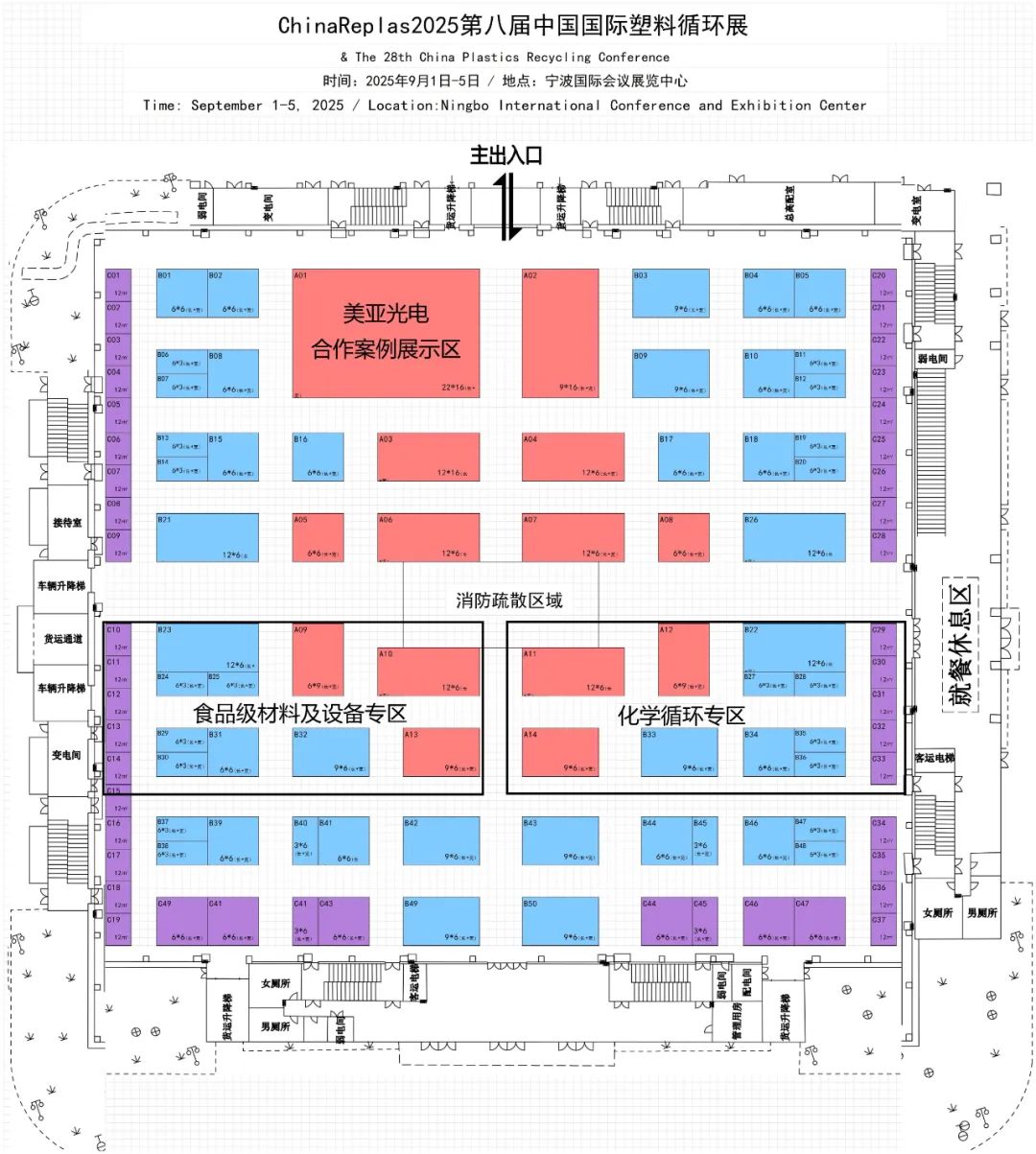
ChinaReplas2025化学循环专区
9月3-5日·浙江宁波
为了展示化学循环技术的核心价值与产业化成果,推动化学循环产业的快速发展,Chinareplas2025第8届中国国际塑料循环展特别策划了化学循环专区。旨在促进产业链上下游企业精准对接,加速技术转化与商业合作。

老朋友请联系工作人员,新朋友请扫码咨询
咨询电话:18901309935
参考文献
5_Panel-Discussion-–-Shaping-Recycling-Targets-and-the-Role-Certification-Embodies-–-Shannon-Milburn-ExxonMobil-US.pdf
BASF signs agreements with New Energy for uptake of pyrolysis oil derived from waste tires and for a joint feasibility study.pdf
BASF化学回收的ChemCycling® 的生命周期评估 (LCA)(2023).md
BASF-LCA_ChemCycling_Executive_Summary.pdf
BASF“化学循环”项目之环境影响全生命周期评价 2020.pdf
BASF ChemCycling Environmental Evaluation by Life Cycle Assessment (LCA) 2020.pdf
2015-Plastics-to-Fuel-Project-Developers-Guide-The American Chemistry Council.pdf
Advanced Thermal Treatment of Municipal Solid Waste February 2013.pdf
ChemicalRecycling_Plastics Europe-translation.pdf
advanced-recycling-australia-plastic-waste-Australia’s National technologies to address Australia’s plastic waste 2021.pdf
Chemical_Recycling_and_Mass_Balance_explained-plastics Europe-translation.pdf
Chemical_Recycling_and_Mass_Balance_explained-plastics Europe.pdf
ChemicalRecycling_Plastics Europe.pdf
ExxonMobil’s advanced recycling takeback programs leverage Exxtend™ technology and value chain collaboration_white_paper_mastroleo_april_2024.pdf
CE_Delft_2P22_Verkenning_chemische_recycling_Update2019.pdf
Agilyx-Plastic recycling technology for a sustainable future-Company-Presentation-11-November-2024.pdf
honeywell-uop-upcycle-plastics-recycling.pdf
Life-Cycle Assessments of Chemical Recycling An overview Focus on Carbon Footprint BASF 2023.pdf
Nexus-Circular-Automotive-One-Pager.pdf
2024构建循环生态探索消费后塑料污染治理的中国方案 CPCIF-IPE.pdf
Nexus-Circular-Carpet-One-Pager.pdf
Nexus-Circular-Comparison-of-Pyrolysis-Based-Recycling-with-Solid-Waste-Management.pdf
Nexus-Circular-Hauling-Economics-One-Pager.pdf
Nexus-Circular-Solution-to-Plastic-Challenge-Case-Study.pdf
Nexus-Circular-Hygiene-One-Pager.pdf
Nexus-Circular-Revolutionizing Recycling in the Hygiene Sector Fostering Sector-wide Collaboration to Transform Waste into Resources By Christy Sapp and Kim Evans.pdf
CE_Delft_2P22_Verkenning_chemische_recycling_Update2019-translation.pdf
Nexus-Circular-Transportation-Manufacturing-One-Pager.pdf
PE_TheFacts_24_digital-1pager-translation.pdf
PE_TheFacts_24_digital-1pager-2024 Plastics Europe AISBL.pdf
NLCRC-Making-Automotive-Related-Packaging-Sustainable.pdf
PMT-Sustainability-Plastics-honeywell UpCycle.pdf
Summary-of-Plastic-to-oil-Plants_EEC_Kai-Sun.pdf
PRB_CE-Working-Group_ToR_2024.pdf
What-Nexus-Circulars-Pyrolysis-Process-Is-and-Isnt.pdf
QMRE-Plastic-Solution-Summary.pdf
巴斯夫关于废塑料化学回收的观点.md
废塑料化学回收路径和产业机遇2025(石油和化学工业规划院 张海桐).pdf
THE MATURITY OF C AND ITS RELEVANCE IN THE PLASTICS VALUE CHAIN-CASE HUHTAMAKI-2024.pdf
废塑料化学循环综合性研究报告中文版20240419.pdf
废塑料污染控制技术规范.pdf
https://www.basf.com/global/en/media/news-releases/2020/09/p-20-287
https://plasticseurope.org/sustainability/circularity/recycling/chemical-recycling/
笔记《化学回收的ChemCycling® 的生命周期评估 (LCA)》
https://www.honeywell.com.cn/news-events/newsroom/news/2024/08/news20240819_1
核技术用于控制塑料污染-国际原子能机构2021.pdf
USPTO-11952545-Nexus-Broad-Oil-美国Nexus circular.pdf
USPTO-11891518-Nexus-Narrow-Wax-美国Nexus circular.pdf
https://www.recyclingtoday.com/news/exxonmobil-plastic-pyrolysis-chemical-recycling-texas-additional-capacity/
https://www.exxonmobilchemical.com/en/exxonmobil-chemical/sustainability/advanced-recycling-technology/mass-balance-attribution?utm_source=google&utm_medium=cpc&utm_campaign=chemical_exxtend&ds_k=&gclsrc=aw.ds&&ppc_keyword=exxonmobil%20exxtend%20technology&gad_source=1
笔记《巴斯夫关于废塑料化学回收的观点》
https://www.basf.com/global/en/media/news-releases/2020/09/p-20-311
惠城环保-炼化危废物资源化专家,塑料裂解回收产业化先驱-民生证券报告2024.pdf
新塑料经济-重新思考塑料的未来催化行动-艾伦·麦克阿瑟基金会2018.pdf
苏州生活源软塑料废弃物化学循环项目报告-德国国际合作机构(GIZ)2024.pdf
USPTO-11964315-Nexus-Oil-Wax-Blend-美国Nexus circular.pdf
USPTO-11884884-Nexus-Broad-Wax-美国Nexus circular.pdf
Sustainability-Report-2022.pdf
kjetil-bohn_quantafuel_oslo-22-march-2018_without-video.pdf
Plastic Energy_CHEMICAL RECYCLING IN PRACTICE.pdf
plastic_waste-to-energy_spanner_re2_gmbh.pdf
GPG-292-Energy-in-Plastics-Processing.pdf
Adela-Putinelu-Head-of-Policy-Plastic-Energy-Ltd.-UK-Plastic-to-Plastic-Chemical-Recycling.pdf
ZWE_Nov24_FiftyYearsChemicalRecycling_FullOverview.pdf
Company presentation QUANTAFUEL ASA 12 January 2022.pdf
PLASTICS INDUSTRY ENERGY BEST PRACTICE GUIDEBOOK.pdf
Plastics_Carlos_Monreal_-_BIR_2023.pdf
exxtend_overview_factsheet_issue_en.pdf
exxtend_white_paper_mastroleo_april_2024.pdf
Plastic-Energy-Sustainability-report-2021-1.pdf
5_Panel-Discussion-–-Shaping-Recycling-Targets-and-the-Role-Certification-Embodies-–-Shannon-Milburn-ExxonMobil-US_250607182554.pdf
What-Nexus-Circulars-Pyrolysis-Process-Is-and-Isnt_250607182554.pdf
More_Recycling_Lies_IB_25-02-A_07_locked.pdf
Advanced-Recycling-White-Paper-Phase-2.pdf
Nexus-Circular-IFJ-Article.pdf
https://plasticenergy.com/technology/
https://nexuscircular.com/our-technology/
https://www.theguardian.com/us-news/2023/apr/10/exxon-advanced-recycling-plastic-environment
https://enerkem.com/solution/technology
BACK TO THE FUTURE RE-IMAGINING SYNGAS AS A SUSTAINABLE PLATFORM FOR THE CIRCULAR ECONOMY Dr. Peter J. Nieuwenhuizen 2020.pdf
2023-07-13-Enerkem-Mission-Innovation-Canada_Enerkem-vFIN.pdf
Marie-Hélène-Labrie 2015.pdf
ENERKEM INTRODUCTION 2022.pdf
图片《Plastic Energy 工艺流程图.jpg》
https://www.eep.ebara.com/en/business_technology/technology_3.html
文章来源:环境技术极客
本篇文章来源于微信公众号:废塑料新观察
推荐文章
-
 扫描二维码,免费注册ChinaReplas观众 活动咨询:18901309935(微信同号) 7月20日,随着欧洲再生低密度聚乙烯(rLDPE)市场细分程度日益加深,全球大宗商品情报领军机构ICIS宣布,在其现有再生聚乙烯(rPE)定价服务中,新增一项“柔性天然透明rLDPE颗粒”价格评估,以更精准地反映市场变化。与此同时,ICIS还对原有的两项rLDPE天然透明颗粒价格进行了命名更新,以进一步提升市场覆盖的清晰度。01市场演变催生新规格,包装行业成为主导力量rLDPE市场正经历深刻变革,其核心驱动力源于《包装与包装废弃物法规》(PPWR)所规定的、自2030年起所有塑料包装须强制使用再生含量的目标。这一法规催生了全新的材料等级,同时也使包装行业对现有等级的规格要求日趋严格。随着市场动态演进,ICIS的价格评估体系亦同步升级。新增及更新的评估品种如下: 新增评估:rLDPE柔性天然透明颗粒,熔融指数(MFI)为1.5-2.0 g/10min。 更新评估(更名并明确指标): rLDPE刚性天然透明颗粒,MFI为0.3-0.8;rLDPE柔性天然透明颗粒,...
扫描二维码,免费注册ChinaReplas观众 活动咨询:18901309935(微信同号) 7月20日,随着欧洲再生低密度聚乙烯(rLDPE)市场细分程度日益加深,全球大宗商品情报领军机构ICIS宣布,在其现有再生聚乙烯(rPE)定价服务中,新增一项“柔性天然透明rLDPE颗粒”价格评估,以更精准地反映市场变化。与此同时,ICIS还对原有的两项rLDPE天然透明颗粒价格进行了命名更新,以进一步提升市场覆盖的清晰度。01市场演变催生新规格,包装行业成为主导力量rLDPE市场正经历深刻变革,其核心驱动力源于《包装与包装废弃物法规》(PPWR)所规定的、自2030年起所有塑料包装须强制使用再生含量的目标。这一法规催生了全新的材料等级,同时也使包装行业对现有等级的规格要求日趋严格。随着市场动态演进,ICIS的价格评估体系亦同步升级。新增及更新的评估品种如下: 新增评估:rLDPE柔性天然透明颗粒,熔融指数(MFI)为1.5-2.0 g/10min。 更新评估(更名并明确指标): rLDPE刚性天然透明颗粒,MFI为0.3-0.8;rLDPE柔性天然透明颗粒,... -
扫描二维码,领展会门票 活动咨询:18901309935(微信同号) 再生塑料正在从汽车底部和隐藏部件,逐步走向消费者能够直接看到的外观件。 近日,PureCycle Technologies与汽车零部件企业Motherson联合制造了一款汽车保险杠样件,其中加入了30%的PureFive®再生聚丙烯。该样件按照汽车A级表面要求进行开发,并已开展气候环境和机械性能测试。 图片来源:PureCycle Technologies 这里所说的“A级表面”,并不是材料的阻燃等级,而是指汽车上能够直接看到、对外观质量要求较高的表面,例如保险杠、门把手和车身装饰件。 这类部件不仅要结实、耐撞、耐高低温,还要看起来足够平整、均匀,不能出现明显黑点、杂质、色差、流痕或表面斑纹。对于再生塑料来说,同时满足这些要求并不容易。再生PP为什么难做外观件?汽车上其实早已使用再生PP,但过去主要集中在轮罩、底护板、行李厢内衬等不容易被看到的部位。 图片来源:PureCycle Technologies 原因在于,消费后回收塑料来源复杂,原料中可能混有不同颜色、油污、添加剂和其他杂质。即使经过清洗和再加工,也容...
-
扫描二维码,免费注册ChinaReplas观众 活动咨询:18901309935(微信同号) 在湖北省环保产业的壮阔版图上,湖北睿丰环保科技有限公司(简称 “睿丰机械”)凭借在塑料回收处理领域的深耕细作,已然成为行业内颇具影响力的标杆企业。 坐落于被誉为 “九省通衢” 的武汉 —— 这座长江、汉江等三大江河交汇的中部枢纽城市,睿丰机械完成了关键的转型跨越。十六载风雨兼程,公司始终专注于高品质塑料破碎清洗设备的研发、生产、销售及服务,手握多项专利,更率先发起绿色供应链倡议。 秉持 “自主创新、产业落地、直击痛点” 的发展理念,睿丰机械聚焦固废回收领域的难点与痛点,遵循 “低能耗、高效率” 的设计原则,持续优化设备制造与整体回收工艺。以 “科技守护地球,以责任重塑资源” 为使命,公司用先进技术与可靠产品为塑料回收利用产业注入强劲动能,更致力于成为 PCR(消费后回收料)回收工厂建设的优质设备供应标杆,以及全球固体废物资源化利用解决方案的领军者。 湖北睿丰环保科技有限公司深耕环保17余载,聚焦固废精细化处置与危废资源化利用,形成研产销...







